PISONICS· Xi’an Pisonics
PS7100 Series
Spectroscopic Concentration/Mass‑Density Meter
UV–Vis–NIR Multi‑Channel Full Spectrum + MLR Multicomponent Intelligent Modeling
Biodiesel/Transesterification Industry Application Case
—— Simultaneous Online Monitoring of Three Components: FAME + Residual Methanol + Free Glycerol ——
Accurate Determination of Reaction Endpoint · Complies with EN 14214 · Methanol Consumption Reduced by 10%
【Key Measured Parameters: FAME + Residual Methanol + Free Glycerol + Unreacted Oil】
Biodiesel/Transesterification · PS7100 Multicomponent Spectral Online Analysis Solution
1. Process Background
Biodiesel (main component: FAME/fatty acid methyl ester) is an important renewable energy source, produced by reacting vegetable oils, animal fats, or used cooking oil (waste oil) with methanol in the presence of NaOH/KOH catalysts via a transesterification process. Typical reaction conditions are 60–65°C at atmospheric pressure, with a methanol-to-oil molar ratio of 6:1 and a reaction time of 1–2 hours. The reaction products are separated by a settling tank into an upper layer of FAME and a lower layer of byproducts (glycerol + residual methanol). After water washing and drying, the FAME becomes finished biodiesel; the lower glycerol stream proceeds to the refining section, while the residual methanol is recovered for recycling.
The EU’s EN 14214 and the U.S. ASTM D6751 standards impose strict limits on key biodiesel quality indicators: FAME content ≥ 96.5%, residual methanol ≤ 0.20%, free glycerol ≤ 0.02%, total glycerol ≤ 0.24%. Products exceeding these limits are deemed nonconforming. Premature termination of the reaction results in insufficient FAME content and product rejection; overextension wastes energy and methanol, and side reactions generate saponified compounds that degrade the efficiency of water washing and separation.
2. Pain Points of Traditional Analysis Methods
• Conventional endpoint determination relies on sampling every 0.5–1 hour followed by gas chromatography (GC) analysis of FAME content. Each analysis cycle takes 1–2 hours (including sample preparation), resulting in significant data lag.
• The GC instrument, standard reference materials, and laboratory personnel represent substantial costs—each GC analysis costs RMB 30–50, and when combined with equipment maintenance and labor, the annual burden becomes considerable.
• Endpoint judgment is imprecise, leading operators to adopt a conservative strategy of “better to overreact than underreact,” which increases methanol consumption by 10%–15% and results in noticeable energy waste.
• The purity and recovery rate of the glycerol byproduct heavily depend on the reaction’s completion; premature termination leaves excessive methanol and unreacted oil in the lower glycerol stream, placing additional strain on the refining process.
3. PS7100 Solution
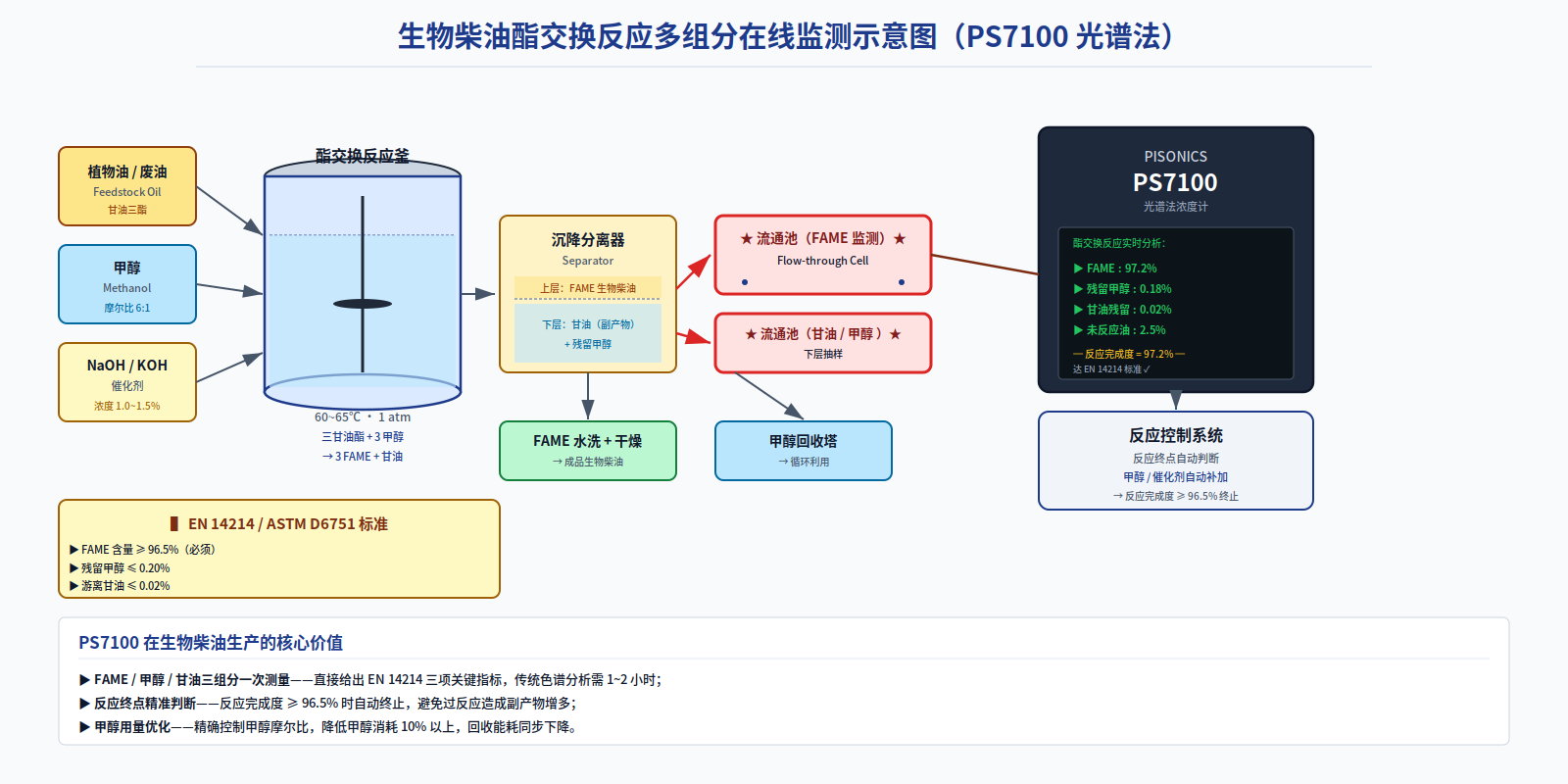
The PS7100 is installed on the discharge line of the transesterification reactor and at the FAME outlet of the settling separator. Utilizing UV–Vis–NIR full-spectrum acquisition and MLR intelligent modeling, a single measurement simultaneously outputs the real-time concentrations of FAME, residual methanol, free glycerol, and unreacted oil (triglycerides and mono/di-glycerides), directly calculating the reaction completion level. When the completion level reaches or exceeds 96.5% (the EN 14214 threshold), the system automatically triggers reaction termination and discharge.
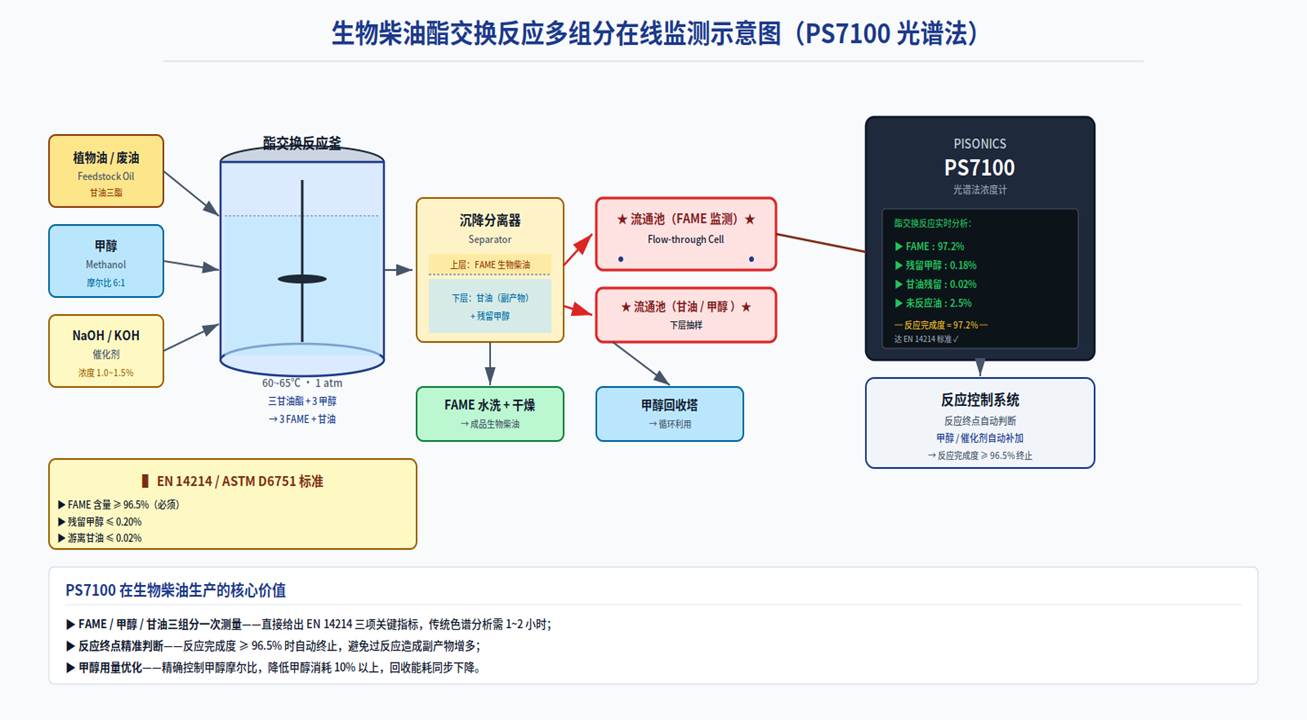
Figure 1: Multicomponent Online Monitoring Solution for Biodiesel Transesterification
Core Technical Value of the PS7100 in Biodiesel/Esterification Reactions ▶ Simultaneous measurement of the three components—FAME, methanol, and glycerol—directly yields the three key EN 14214 indicators; conventional chromatographic analysis takes 1–2 hours. ▶ Precise determination of the reaction endpoint—automatically halts the reaction when conversion reaches ≥96.5%, preventing over-reaction that leads to increased by-products and methanol waste. ▶ Optimization of methanol usage—precisely controls the methanol-to-oil molar ratio, reducing methanol consumption by more than 10% and concurrently lowering energy recovery costs. ▶ Sapphire optical window plus a 316L stainless-steel probe—resistant to corrosion from methanol and strong alkaline catalysts, with a maintenance interval of ≥180 days. ▶ Substitution for costly gas chromatography—saving RMB 30–50 per analysis, multiplied by millions of analyses annually. ▶ Optional sampling from the lower layer of the settling separator—simultaneously monitors the bottom-layer glycerol, residual methanol, and unreacted oil, guiding optimization of the refining section. |
4. Customer Value
Comparison Dimensions | Original GC Offline Analysis Solution | PS7100 Spectroscopic Solution |
Response time | 1–2 hour lag | Real-time within 1 minute |
Multicomponent Capability | Multiple analyses are required | FAME / methanol / glycerol in one pass |
Reaction Endpoint Determination | Reliance on experience · Overreaction | Automatic completion assessment |
Methanol Consumption | 10%–15% higher than normal | Reduced by more than 10% |
GC analysis cost | RMB 30–50 per test | Zero operating costs |
Byproduct purity | High fluctuation | Reaction stability → Byproduct purity↑ |
EN 14214 Compliance | Post-event testing | Real-time compliance assessment |
At a large domestic biodiesel producer (annual capacity 300,000 tons), the PS7100 replaced the previous “hourly offline GC analysis” setup, being deployed on the reactor discharge line and the separator’s FAME outlet. After one year of operation, the accuracy of reaction completion assessment improved from ±1.5% to within ±0.3%; average FAME content stabilized at 97.2% (well above the EN 14214 limit of 96.5%), methanol consumption decreased by 11.3%, and annual savings on methanol and recovered energy amounted to approximately RMB 8 million. Additionally, the company eliminated GC-related reagent, standard material, and lab personnel costs, saving roughly RMB 6 million per year. This solution has since been extended to biojet fuel, renewable diesel (HVO), ester-based lubricants, and other biomass energy segments.
Conclusion
Based on the four ultrasonic/optical measurement principles of the PS70 series (acoustic impedance, acoustic attenuation, sound velocity, and spectroscopy), Xi’an Pisonics (PISONICS) has developed a comprehensive portfolio of process analyzers covering all operating conditions and precision levels—from solid–liquid two-phase slurries (PS7000) and clean homogeneous liquids (PS7020) to multicomponent complex media (PS7100). Among these, the PS7100 spectroscopic concentration/mass‑density meter, featuring a UV–Vis–NIR full‑band LED array, multi‑channel detectors, and an MLR intelligent modeling algorithm, uniquely enables “a single instrument to quantitatively measure the concentrations of multiple chemical components”—a capability unattainable by acoustic impedance or sound velocity methods.
Tailored to the process characteristics of the biodiesel/transesterification industry, the PS7100 spectroscopic concentration/mass‑density meter provides end‑to‑end technical support, including optical probe selection (wetted materials, light path length, explosion‑proof rating), flow cell design (clamp, flange, PFA lining), MLR model calibration, and integration with DCS, MES, and LIMS systems. For in‑depth discussions on your project’s specific conditions, customized MLR calibration models, or on‑site commissioning services, please feel free to contact the Xi’an Pisonics technical team at any time.