PISONICS· Xi’an Pisonics
PS7100 Series
Spectroscopic Concentration/Mass‑Density Meter
UV‑Vis‑NIR Multi‑Channel Full Spectrum + MLR Multicomponent Intelligent Modeling
Case Study in the Chlor-Alkali Chemicals/Sodium Hypochlorite Industry
—— Simultaneous Online Analysis of Two Components: Available Chlorine + Free Alkalinity ——
Replaces Chemical Titration · Second‑Level Feedback · Yield Improvement by 10% · Zero‑Contact Safety
【Key Measured Parameters: Available Chlorine + Free Alkalinity NaOH】
Chlor‑Alkali Chemicals/Sodium Hypochlorite · PS7100 Multicomponent Spectral Online Analysis Solution
1. Process Background
Sodium hypochlorite (NaClO) is a crucial basic chemical used across numerous industries, including chemicals, bleaching, textiles, papermaking, pharmaceuticals, and disinfection, with a domestic annual production capacity exceeding 6 million tons. Industrial synthesis primarily takes place in a sodium hypochlorite reaction tower: sodium hydroxide (NaOH) solution, prepared at the appropriate ratio, is stored in tanks and sprayed down from the top of the tower; tail chlorine (Cl₂) from the electrolysis unit enters from the bottom, where it contacts the alkaline liquid in a countercurrent gas‑liquid flow, reacting to produce the target product NaClO while generating NaCl and H₂O as byproducts.
The chemical reaction process requires continuous monitoring of the concentration ranges for available chlorine (NaClO content) and free alkalinity (residual NaOH content) to determine whether the reaction has reached its endpoint: available chlorine reflects the progress of the reaction and the quality of the product, while free alkalinity indicates the remaining alkali level and dictates whether additional alkali needs to be added. Deviation of either parameter from the process window can compromise product yield, accelerate equipment corrosion, and even pose safety risks.
2. Pain Points of Traditional Analysis Methods
• Conventional physicochemical testing relies on “standard solution titration combined with indicator color changes,” requiring repeated on‑site sampling, laboratory submission, titration procedures, and waiting for results—a total cycle of 0.5 to 1 hour—far too slow to meet real‑time monitoring needs.
• The sodium hypochlorite–residual chlorine environment poses significant health risks to operators, with frequent sampling exposing them directly to toxic and hazardous samples.
• The annualized costs of titration reagents, glassware, and laboratory personnel are substantial, and the chemical consumption inherent in the testing process itself constitutes an environmental pollution source.
• The “post‑facto” determination of the reaction endpoint causes persistent fluctuations in product quality and yield, precluding process optimization and intelligent upgrades.
3. PS7100 Solution
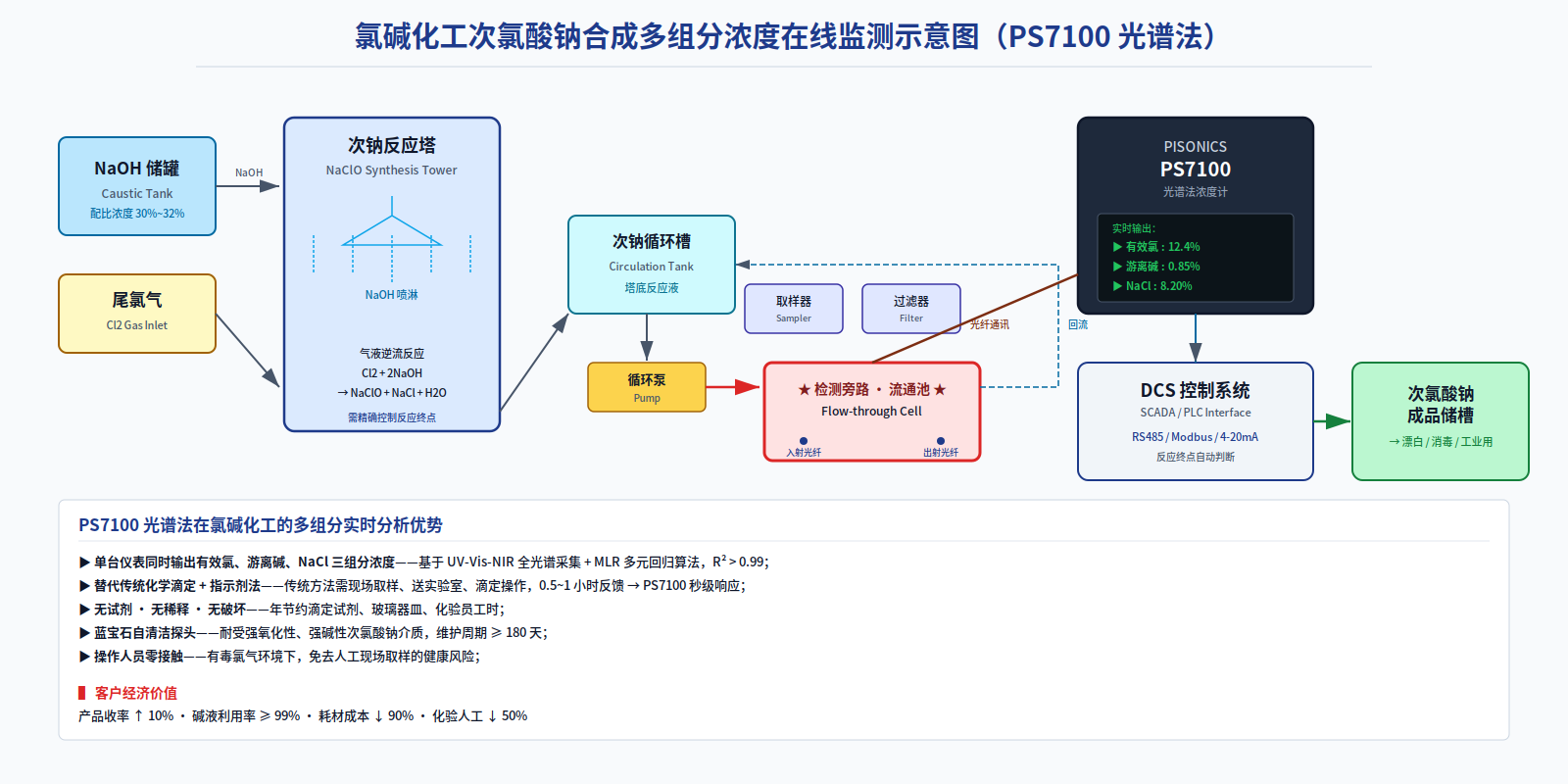
The PS7100 employs a UV‑Vis‑NIR full‑spectrum absorption method (based on the Beer‑Lambert law), using an LED array light source and multi‑channel Si+InGaAs detectors to simultaneously acquire the characteristic absorption spectrum of the circulating sodium hypochlorite solution. An MLR multivariate linear regression algorithm then derives the concentrations of both available chlorine and free alkalinity from this spectrum, with each measurement taking no more than one minute. The instrument connects to a field flow cell via fiber optics, and the main unit can be installed separately from the flow cell, facilitating explosion protection and safety management.
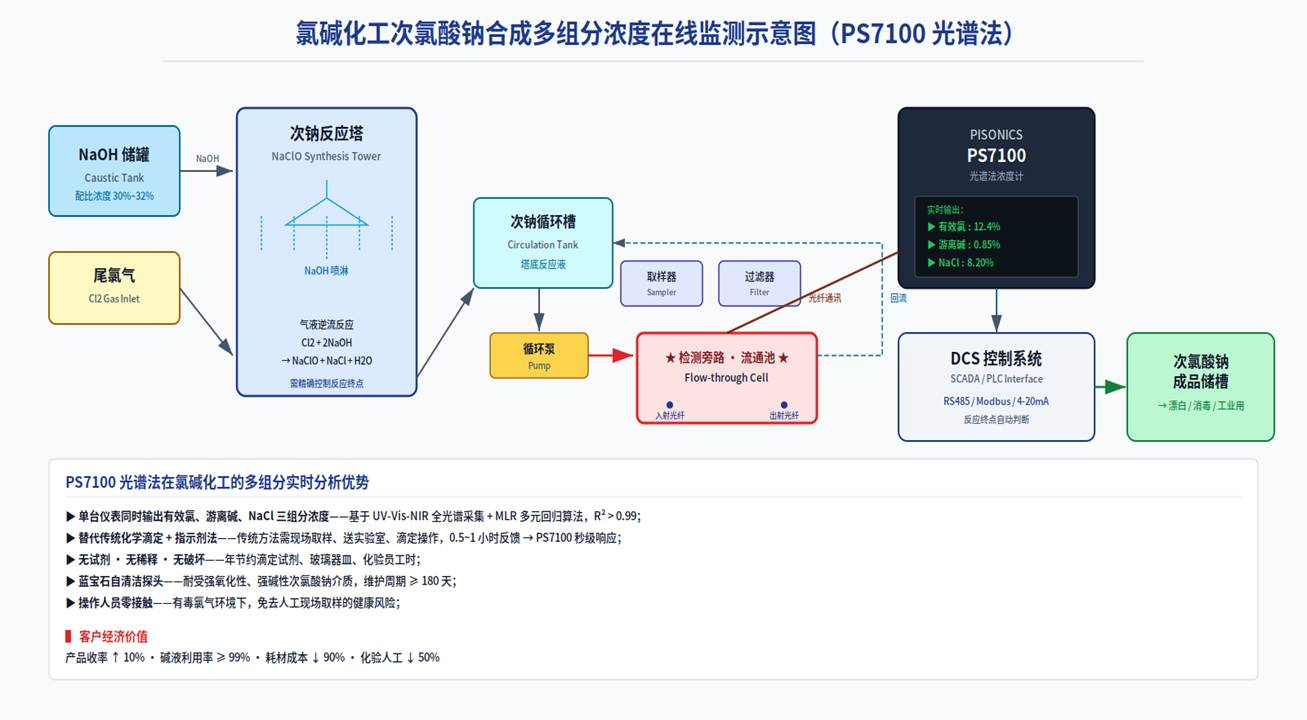
Figure 1: On‑Site Analysis Scheme for Available Chlorine and Free Alkalinity in Chlor‑Alkali Sodium Hypochlorite Production
Core Technical Value of the PS7100 in Chlor-Alkali Chemicals/Sodium Hypochlorite ▶ A single measurement simultaneously provides the concentrations of two components: available chlorine (SEC = 0.10, R² = 0.999) and free alkali NaOH (SEC = 0.10, R² = 0.999); ▶ No chemical reagents, no dilution, no sampling or contact—operators have zero exposure to toxic sodium hypochlorite and residual chlorine gas; ▶ Sapphire self-cleaning probe—resistant to the strong oxidizing and alkaline environment of sodium hypochlorite, with a maintenance interval of ≥ 180 days; ▶ The measurement results are directly integrated into the DCS system, enabling the production department to monitor the reaction status of the chlorine absorption tower in real time and automatically determine the end point of the reaction; ▶ Fiber-optic–host separation design—the host can be installed in a safe area (with an optional protective enclosure), while the flow cell is located in the process area, facilitating explosion protection and maintenance; ▶ RS485 / MODBUS / dual 4–20 mA outputs supporting all protocols, ensuring seamless integration with existing DCS/PLC control systems. |
4. Customer Value
Comparison Dimensions | Original Traditional Titration Method | PS7100 Spectroscopic Solution |
Response Time | 0.5 to 1 hour lag | Second-level real-time (≤ 1 minute) |
Operational Risk | Direct contact with toxic samples | completely non-contact |
Reagent Consumption | Titration reagent + indicator | Completely reagent-free |
Product yield | Post-correction · Significant fluctuations | Real-time control · Yield ↑ 10% |
Alkali Solution Utilization Rate | Approximately 85%–90% | Up to 99% |
Consumable Costs | Baseline 100% | Reduced by 90% |
Labor costs | Baseline 100% | Reduced by 50% |
At the outlet circulation line of the sodium hypochlorite reaction tower in a large domestic chlor‑alkali chemical group (annual NaClO output of 40,000 tons), the PS7100 replaced the previous “hour‑long manual titration” setup, enabling second‑level, dual‑component online monitoring of available chlorine and free alkalinity. Endpoint judgment shifted from reliance on lab technicians’ experience to an automated DCS closed loop. After one year of operation, statistics show that product yield has stabilized and increased by more than 10%, alkali utilization has risen from approximately 88% to 99%, and the overall annual benefits amount to several million yuan, while completely eliminating the health risks associated with frequent operator contact with sodium hypochlorite. Similar solutions have been successfully deployed in disinfectants, bleaching agents, fine chemicals, and other niche applications.
Conclusion
Based on the four ultrasonic/optical measurement principles of the PS70 series—acoustic impedance, acoustic attenuation, sound velocity, and spectroscopy—Xi’an Pisonics (PISONICS) has developed a comprehensive portfolio of process analytical instruments covering all operating conditions and precision levels, ranging from solid‑containing two‑phase slurries (PS7000) and clean homogeneous liquids (PS7020) to multicomponent complex media (PS7100). Among these, the PS7100 spectroscopic concentration/mass‑density meter, with its UV‑Vis‑NIR full‑band LED array, multi‑channel detectors, and MLR intelligent modeling algorithm, uniquely offers the capability to quantitatively determine the concentrations of multiple chemical components simultaneously—an ability unattainable by acoustic impedance or sound velocity methods.
For the specific process characteristics of the chlor‑alkali and sodium hypochlorite industries, the PS7100 spectroscopic concentration/mass‑density meter provides end‑to‑end technical support, from optical probe selection (contact materials, optical path length, explosion‑proof rating), flow cell design (clamp, flange, PFA lining), MLR model calibration, to integration with DCS, MES, and LIMS systems. Should you wish to discuss your project’s specific operating conditions in greater depth, customize an MLR calibration model, or arrange on‑site commissioning services, please feel free to contact the Xi’an Pisonics technical engineering team at any time.