PISONICS· Xi’an Pisonics
PS7100 Series
Spectroscopic Concentration/Density Meter
UV-Vis-NIR Multi‑Channel Full Spectrum + MLR Multi‑Component Intelligent Modeling
Case Study in the Chemical Raw Materials/Methanol Distillation Industry
—— Online Monitoring Solution for Methanol and Water Content ——
Replaces Manual Sampling · Reduces Moisture by 0.1% → Adds RMB 1,500 per Batch · Explosion‑Proof Design
【Key Measured Parameters: Methanol and Water】
Chemical Raw Materials/Methanol Distillation · PS7100 Multi‑Component Spectral Online Analysis Solution
1. Process Background
Methanol (CH₃OH) is one of the basic organic chemical raw materials, with an annual consumption exceeding 80 million tons. It is used to produce various organic products such as chloromethane, methylamine, and dimethyl sulfate, and serves as a crucial feedstock for pesticides (insecticides), pharmaceuticals (sulfonamides), and fuel additives. The water content in methanol products is a core quality indicator—typical industrial‑grade methanol requires ≤ 0.15% moisture, while electronic‑grade methanol mandates ≤ 50 ppm.
The typical process in a methanol distillation unit is as follows: crude methanol → preheating in a primary heat exchanger → deep heating in a secondary heat exchanger → distillation columns (multiple columns in series) → reflux drum → circulation pump → finished‑product storage tank. The water content in the circulating pipeline is a critical variable for controlling downstream feed rates and stabilizing product specifications. Each 0.1% reduction in moisture significantly improves the batch‑to‑batch qualification rate for downstream users.
2. Pain Points of Traditional Analysis Methods
• Methanol is a toxic and hazardous liquid—manual sampling poses significant safety risks; improper handling can lead to severe poisoning incidents.
• Laboratory analysis of samples takes 2–3 hours, making real‑time tracking, timely intervention, and adjustment of blending processes impossible, leaving moisture control in a “post‑facto” state for extended periods.
• The frequency of manual sampling by lab technicians is limited to once per hour, resulting in a data‑sampling rate insufficient for process optimization.
• The methanol workshop is a flammable and explosive area (with a lower explosion limit of 5.5%); instrumentation must meet the Ex db ib IIC T6 Gb explosion‑proof rating.
3. PS7100 Solution
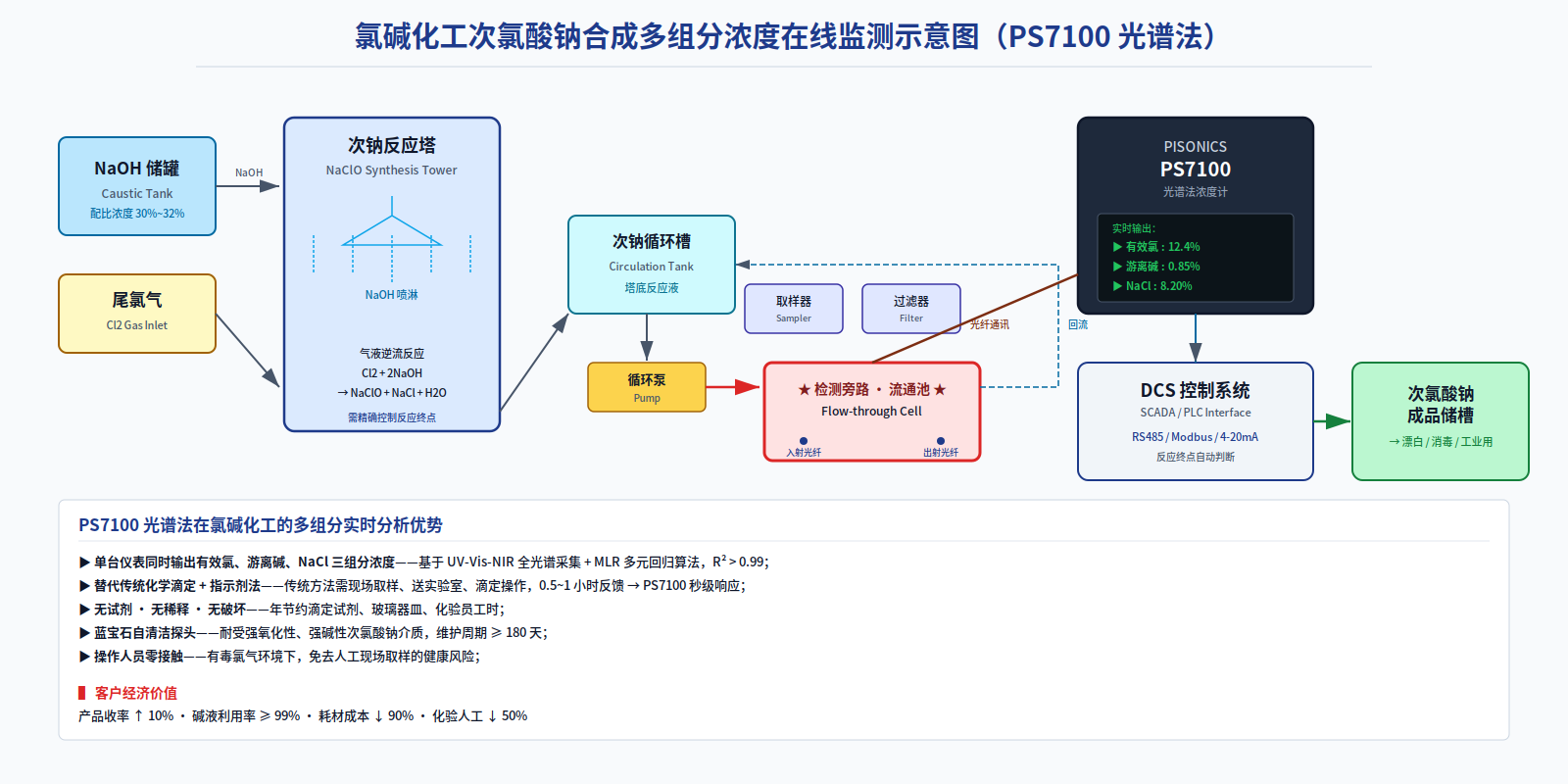
The explosion‑proof model of the PS7100 (Ex db ib IIC T6 Gb) is housed in a positive‑pressure explosion‑proof cabinet and installed on a bypass flow cell at the outlet of the circulation pump in the methanol distillation unit. It uses near‑infrared characteristic wavelengths—particularly the O‑H absorption peak around 1,400 nm—to calculate the moisture content and the concentration of the main methanol component in real time. Optical fibers separate the main unit from the flow cell, facilitating operations in explosion‑proof zones.

Figure 1: Online Monitoring Scheme for Moisture Content in a Chemical Methanol Distillation Unit
Core Technical Value of the PS7100 in Chemical Raw Materials / Methanol Distillation ▶ Simultaneous dual-component output for methanol and water content (model R² = 0.82, RMSECV = 0.136, with 95% confidence that prediction accuracy falls within ±0.27%); ▶ Ex db ib IIC T6 Gb explosion-proof model + positive-pressure explosion-proof cabinet—meeting the operational requirements of methanol plant’s hazardous areas; ▶ Operators are spared contact with toxic methanol liquid—reducing the risk of poisoning incidents, with zero reagent consumption during the measurement process; ▶ Sapphire self-cleaning probe—withstanding prolonged methanol flushing without scaling, with a maintenance interval of ≥ 180 days; ▶ Real-time data fed back to the DCS—supporting automatic adjustment of downstream raw material feed ratios; each 0.1% reduction in water content boosts per-batch profits by approximately 1,500 yuan; ▶ Fiber-optic communication—separating the main unit from the flow cell by at least 50 meters, enabling installation of the main unit in the control room or a non-hazardous area. |
4. Customer Value
Comparison Dimensions | Original manual sampling + laboratory analysis scheme | PS7100 Spectral Method Solution |
Response time | 2–3 hour lag | Real-time within ≤ 1 minute |
Sampling Safety | Contact with methanol · Risk of poisoning | Completely non-contact |
Sampling frequency | Once per hour | second-level continuous |
Explosion-proof capability | Conventional instruments are not explosion-proof | Ex db ib IIC T6 Gb |
Batch Profit | baseline | +1,500 yuan/batch · annualized +800,000 |
Annual Cost Savings | Baseline | Reagent and consumables: 180,000 + labor costs: 100,000 |
Intelligentization | Manual adjustment of the feed ratio | DCS automatic control |
At a large domestic methanol chemical enterprise, the PS7100 explosion‑proof model replaced the previous “hourly manual sampling plus laboratory Karl Fischer titrator” setup, being deployed on the distillation column’s discharge circulation line. After eight months of operation, feedback indicates an average moisture reduction of 0.12%, adding approximately RMB 1,800 per batch and generating annual economic benefits of about RMB 800,000. Additionally, it saves roughly RMB 180,000 annually on testing reagents and lab consumables, and about RMB 100,000 in annual labor costs for laboratory staff. This solution has since been extended to other organic solvent distillation scenarios, including ethanol distillation, acetone recovery, and isopropanol production.
Conclusion
Based on the four ultrasonic/optical measurement principles of the PS70 series—acoustic impedance, acoustic attenuation, sound velocity, and spectroscopy—Xi’an Pisonics (PISONICS) has developed a comprehensive portfolio of process analyzers that cover all operating conditions and precision levels, ranging from solid‑liquid two‑phase slurries (PS7000) and clean homogeneous liquids (PS7020) to multi‑component complex media (PS7100). Among these, the PS7100 spectroscopic concentration/density meter, featuring a full‑band UV‑Vis‑NIR LED array, multi‑channel detectors, and an MLR intelligent modeling algorithm, uniquely enables “a single instrument to quantify the concentrations of multiple chemical components simultaneously”—a capability unattainable by acoustic impedance or sound velocity methods.
Tailored to the process characteristics of the chemical raw materials and methanol distillation industries, the PS7100 spectroscopic concentration/density meter provides end‑to‑end technical support—from optical probe selection (contact material, light path length, explosion‑proof rating), flow cell design (clamp, flange, PFA lining), MLR model calibration, to integration with DCS, MES, and LIMS systems. For in‑depth discussions on your project’s specific conditions, customized MLR calibration models, or on‑site commissioning services, please feel free to contact the technical engineering team at Xi’an Pisonics at any time.