PISONICS· Xi’an Pisonics
PS7100 Series
Spectroscopic Concentration/Mass‑Density Meter
UV‑Vis‑NIR Multi‑Channel Full Spectrum + MLR Multicomponent Intelligent Modeling
Case Study in the Petroleum Refining/Online Fuel Blending Industry
—— Real‑Time Optimization of Octane Number RON, MTBE, Ethanol, and Aromatics Blending ——
Replaces Offline Octane Testing · Edge‑of‑Spec Blending · Annual Revenue Increase of Tens of Millions · Explosion‑Proof Design
【Key Measured Parameters: Octane Number RON, MTBE, Ethanol, Aromatics, and Olefins】
Petroleum Refining/Online Fuel Blending · PS7100 Multicomponent Spectral Online Analysis Solution
1. Process Background
Fuel blending is a critical process in refineries where various semi‑finished components (FCC gasoline, reformate, alkylate, MTBE, ethanol, etc.) are blended in specific proportions to produce finished gasoline (92#, 95#, 98#) that meets national standards (China VI A/B, China VI Upgrade). Each blending component has unique octane number (RON), olefin content, aromatic content, oxygenated compound content, and volatility characteristics. The quality of the blending recipe directly determines the compliance of the final product, the profit margin, and the utilization ratio of high‑octane components (such as MTBE and alkylate, which are significantly more expensive than ordinary fractions).
Modern refineries generally employ “in‑line blending” technology—multiple component streams are precisely metered by flow meters and mixed in a static mixer, while an inline analyzer on a bypass stream delivers key quality metrics of the finished fuel within seconds, feeding back to the blending control system (BPC, Blend Property Controller) for closed‑loop optimization. “Give‑away control”—keeping product quality just at the lower limit of the specification to minimize the use of high‑value components—is a core strategy for cost reduction and efficiency improvement, placing extremely high demands on the real‑time performance and accuracy of online analysis.
2. Pain Points of Traditional Analysis Solutions
• The traditional offline octane tester (CFR Engine) has an analysis cycle of 2–4 hours, leaving the blending process with only “post‑hoc corrections” and no ability to adjust valve positions in real time;
• Excessive octane margin—out of caution, blending recipes typically include a “safety margin” of 0.5–1.5 units beyond the standard, resulting in annual profit losses of tens of millions of yuan for million‑ton‑class refineries;
• Delayed detection of blending anomalies—if a component stream’s properties fluctuate and cause the final product to exceed specifications, hundreds of tons of finished product may already have been dispatched, leading to costly rework;
• The refinery’s fuel blending unit is classified as a Class I, Zone 1 hazardous location (IIC T6 Gb), requiring instruments to meet stringent explosion‑proof and intrinsic safety requirements.
3. PS7100 Solution
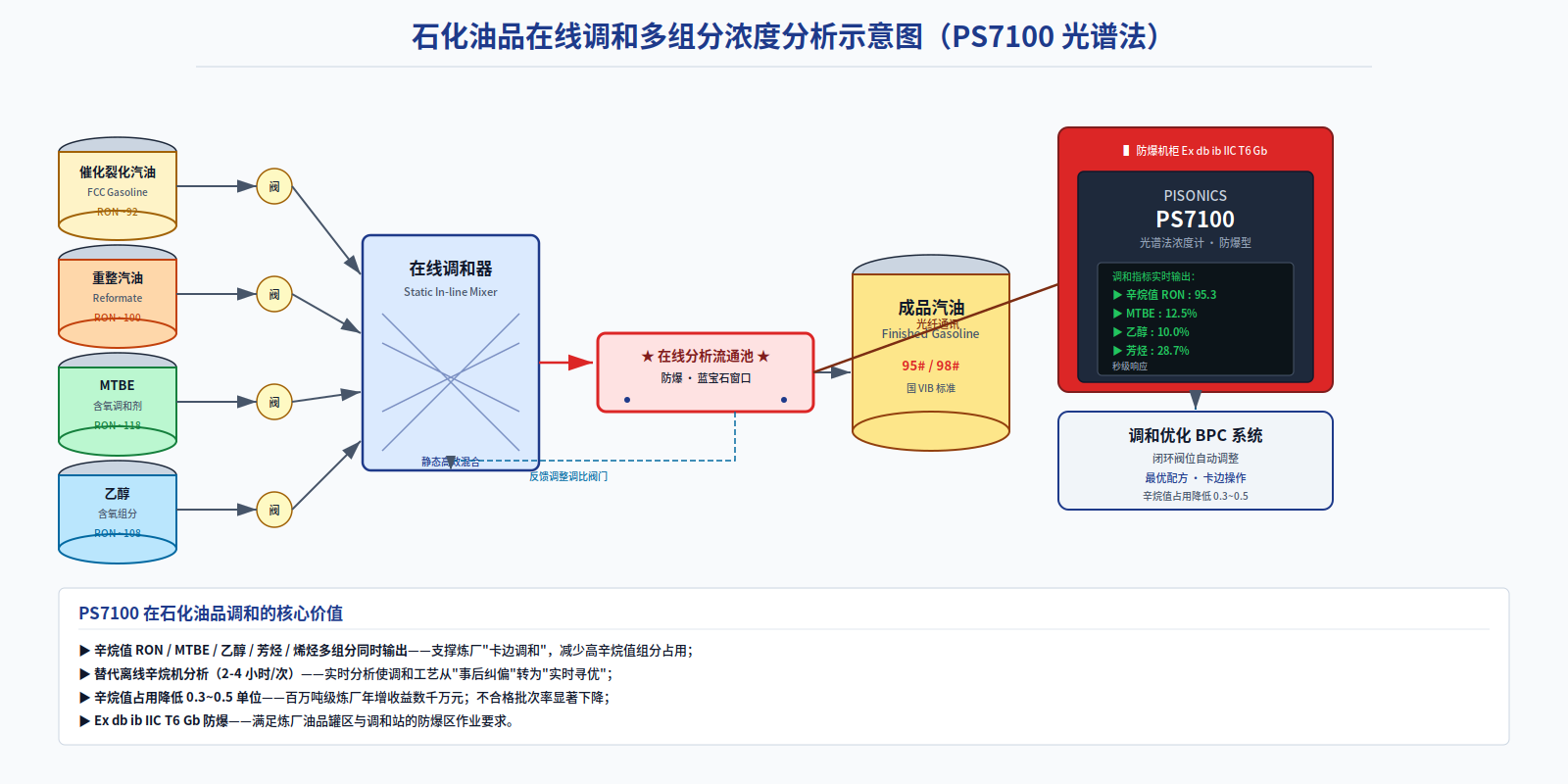
The explosion‑proof PS7100 model (Ex db ib IIC T6 Gb) is installed in the blending station’s explosion‑proof cabinet, deployed on a bypass flow cell downstream of the static mixer. Utilizing UV‑Vis‑NIR full‑spectrum acquisition and MLR multivariate modeling, a single measurement simultaneously outputs multiple key indicators of the finished gasoline, including octane number RON, MTBE content, ethanol content, aromatics content, and olefins content, providing second‑level feedback to the BPC blending optimization system to automatically regulate the valves of each component stream.

Figure 1: Petrochemical Online Fuel Blending Multicomponent Concentration Analysis Scheme
Core Technical Value of the PS7100 in Petroleum Refining / Online Fuel Blending ▶ RON octane number + MTBE + ethanol + aromatics + olefins—multi‑component values output synchronously within seconds, supporting refineries in “edge‑of‑spec blending” and reducing the allocation of high‑octane components; ▶ Replaces the offline octane‑testing apparatus (CFR Engine) with its 2–4 hour analysis cycle—real‑time analysis shifts blending processes from “post‑event correction” to “real‑time optimization;” ▶ Reduces octane number consumption by 0.3–0.5 units—equivalent to tens of millions of yuan in annual revenue for a million‑ton‑scale refinery, with a significant drop in the rate of non‑conforming batches; ▶ Ex db ib IIC T6 Gb explosion‑proof model—meets Zone 1 explosion‑proof requirements in refinery tank farms and blending stations; ▶ Sapphire self‑cleaning probe—resists long‑term scouring by gasoline heavy components without fouling, with a maintenance interval ≥ 180 days; ▶ RS485 / Modbus / MQTT connectivity to the refinery’s BPC and DCS, enabling fully automatic blending through interlocks with component flow rates, density, and temperature. |
4. Customer Value
Comparison Dimensions | Original Offline Octane Analyzer Solution | PS7100 Online Solution |
Response Time | 2–4 hour lag | Second-level real time |
Harmonization Strategy | Post-correction · Large safety margin | Edge‑cutting Harmonization · Real‑time Optimization |
Octane Number Occupancy | Baseline (height 0.5–1.5 units) | Decreased by 0.3 to 0.5 units |
Defective batch rate | Baseline | Significant decline |
Annual Incremental Revenue | Baseline | Tens of millions of yuan for a million-ton‑scale refinery |
Explosion-proof capability | Remote sampling to the laboratory is required | Ex db ib IIC T6 Gb local |
Multicomponent Capability | The octane engine outputs only the octane number | RON + MTBE + ethanol + aromatics |
At the China VI gasoline blending station of a large integrated refining and petrochemical project (with an annual crude processing capacity of 15 million tons), the explosion‑proof PS7100 replaced the original “sampling → laboratory offline octane testing” setup and was installed on the main line downstream of the static mixer. After one year of operation, statistics show that the average octane margin of the finished gasoline decreased by 0.42 units, saving approximately 18,000 tons of high‑octane components (MTBE + alkylate) annually, equivalent to an additional revenue of about 45 million yuan; the rate of nonconforming batches dropped from 1.8% to below 0.3%. This solution has become the standard configuration for blending stations in other refineries under the same group and has been extended to diesel blending, jet fuel blending, and lubricant base oil blending, among other petrochemical applications.
Conclusion
Based on the four ultrasonic/optical measurement principles of the PS70 series (acoustic impedance, acoustic attenuation, sound velocity, and spectroscopy), Xi’an Pisonics (PISONICS) has developed a comprehensive portfolio of process analyzers covering all operating conditions and precision levels, ranging from solid‑liquid two‑phase slurries (PS7000) to clean homogeneous liquids (PS7020) and complex multicomponent media (PS7100). Among these, the PS7100 spectroscopic concentration/mass‑density meter, with its UV‑Vis‑NIR full‑band LED array, multi‑channel detectors, and MLR intelligent modeling algorithm, uniquely offers the capability to quantitatively determine the concentrations of multiple chemical components simultaneously—a feat unattainable by acoustic impedance or sound velocity methods.
Tailored to the process characteristics of the petroleum refining and online fuel blending industries, the PS7100 series spectroscopic concentration/mass‑density meters provide end‑to‑end technical support, from optical probe selection (wetted materials, light path length, explosion‑proof rating), flow cell design (clamp, flange, PFA lining), MLR model calibration, to integration with DCS, MES, and LIMS systems. For a detailed discussion of your project’s specific operating conditions, customized MLR calibration, or on‑site commissioning services, please feel free to contact the technical engineering team at Xi’an Pisonics at any time.