PISONICS· Xi’an Pisonics
PS7400 Series
Online Tuning Fork Density/Concentration Meter
Piezoelectric Excitation · Tuning Fork Resonance · Plug-and-Play · Maintenance-Free
Case Study in the Thermal Power/SCR Flue‑Gas Desulfurization Reductant Industry
—— Online Monitoring of Ammonia Solution 20% / Urea Solution 40% Concentration ——
Ensuring Compliance with Ultra-Low Emissions · Injection Rate Controlled to ±1% · Replacing Manual Density Bottle Measurements
【Key Measured Parameter: Concentration of Ammonia Solution NH₃·H₂O / Urea Solution (NH₂)₂CO】
Thermal Power/SCR Denitrification Reductant · PS7400 Tuning Fork Density Meter Application Solution
1. Process Background
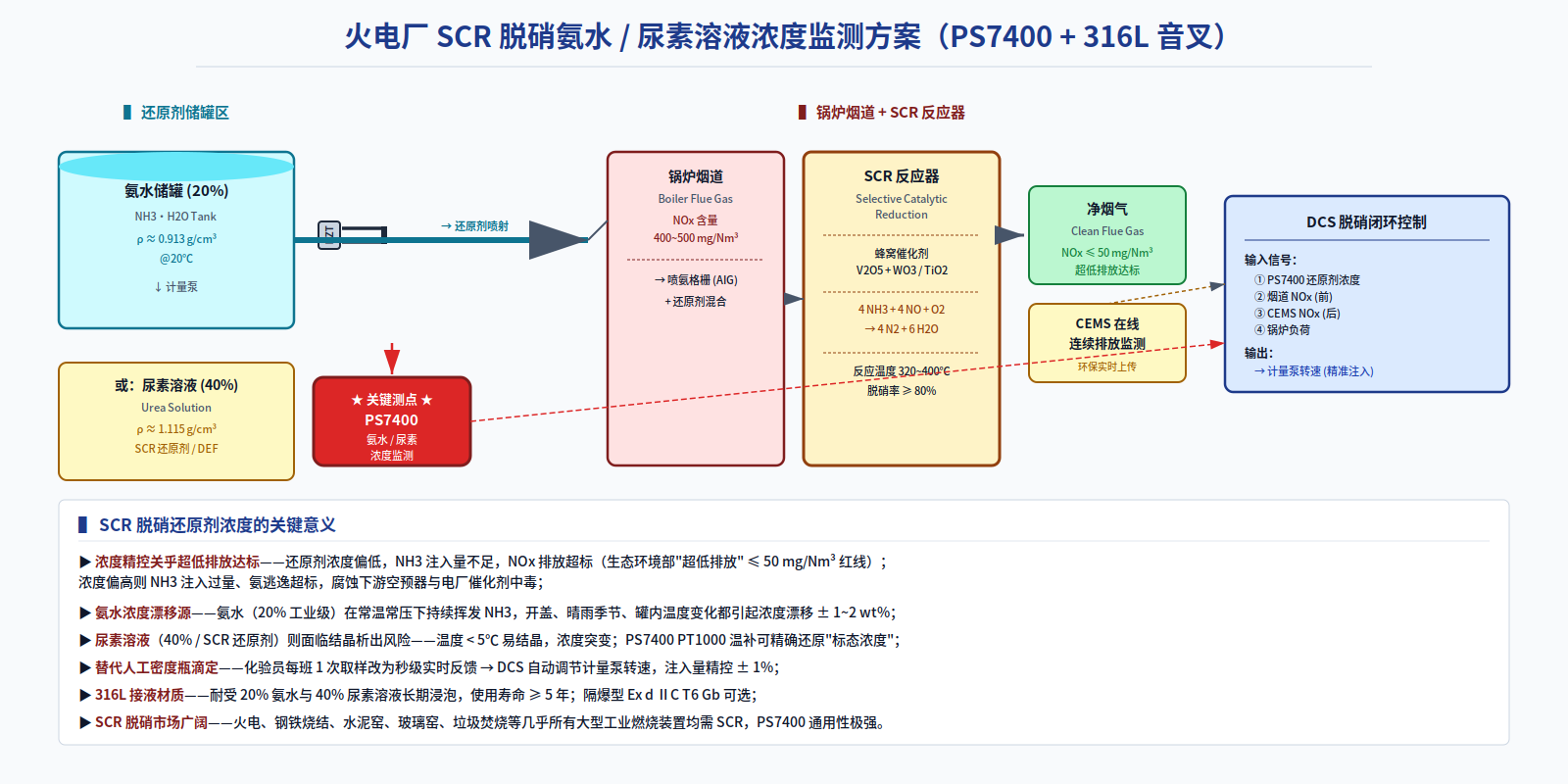
In 2014, China’s Ministry of Ecology and Environment issued the “Action Plan for Upgrading and Transforming Coal‑Fired Power Plants for Energy Conservation and Emission Reduction,” mandating that NOx emissions from all coal‑fired power plants be no higher than 50 mg/Nm³ (“ultra‑low emission” threshold). This requirement has since been extended to nearly all large industrial combustion units, including steel sintering, cement kilns, glass furnaces, and waste incinerators. Selective Catalytic Reduction (SCR) has become the dominant denitrification technology: at reaction temperatures of 320–400°C, ammonia solution (NH₃·H₂O, 20 wt% grade, density ≈ 0.913 g/cm³ at 20°C) or urea solution ((NH₂)₂CO, 40 wt%, density ≈ 1.115 g/cm³) serves as the reductant, reacting with NOx in the flue gas over a honeycomb catalyst (V₂O₅ + WO₃/TiO₂) to produce harmless N₂ and H₂O.
Precise control of reductant concentration is critical for meeting environmental standards: too low a concentration results in insufficient NH₃ injection, leading to NOx exceedances and regulatory penalties; too high a concentration causes excessive NH₃ slip, corroding downstream air preheaters and poisoning plant catalysts, with even more severe long‑term losses. Meanwhile, both ammonia solution (highly volatile at ambient conditions) and urea solution (<5°C prone to crystallization) exhibit concentration drift, necessitating real‑time monitoring.
2. Pain Points of Traditional Density/Concentration Measurement Solutions
• Ammonia solution (20% industrial grade) continuously evaporates NH₃ under ambient temperature and pressure; opening the container, seasonal weather changes, and tank‑internal temperature fluctuations can cause concentration shifts of ±1–2 wt%;
• Urea solution (40%) faces the risk of crystallization—below 5°C, sudden crystallization can trigger abrupt concentration jumps;
• Laboratory technicians take one sample per shift and analyze it using a density bottle—data lag is severe, so DCS injection rates are adjusted based on experience, leaving operators under significant pressure to meet the ultra‑low emission target;
• The reductant tank area and metering pump room in power plants are complex environments—high humidity, ammonia‑laden atmosphere, classified as a mild explosion‑hazard zone—demanding robust instrument protection.
3. PS7400 Solution
The PS7400 is installed on the outlet pipeline of the ammonia storage tank or the urea solution storage tank (before the metering pump inlet), directly measuring reductant concentration via a 316L wetted tuning fork, with a built‑in PT1000 temperature compensation that automatically accounts for environmental variations. The DCS denitrification closed‑loop control integrates the PS7400 concentration signal with flue gas NOx readings upstream and downstream, CEMS data, and boiler load to generate precise metering pump speed commands, achieving injection rate control within ±1%.
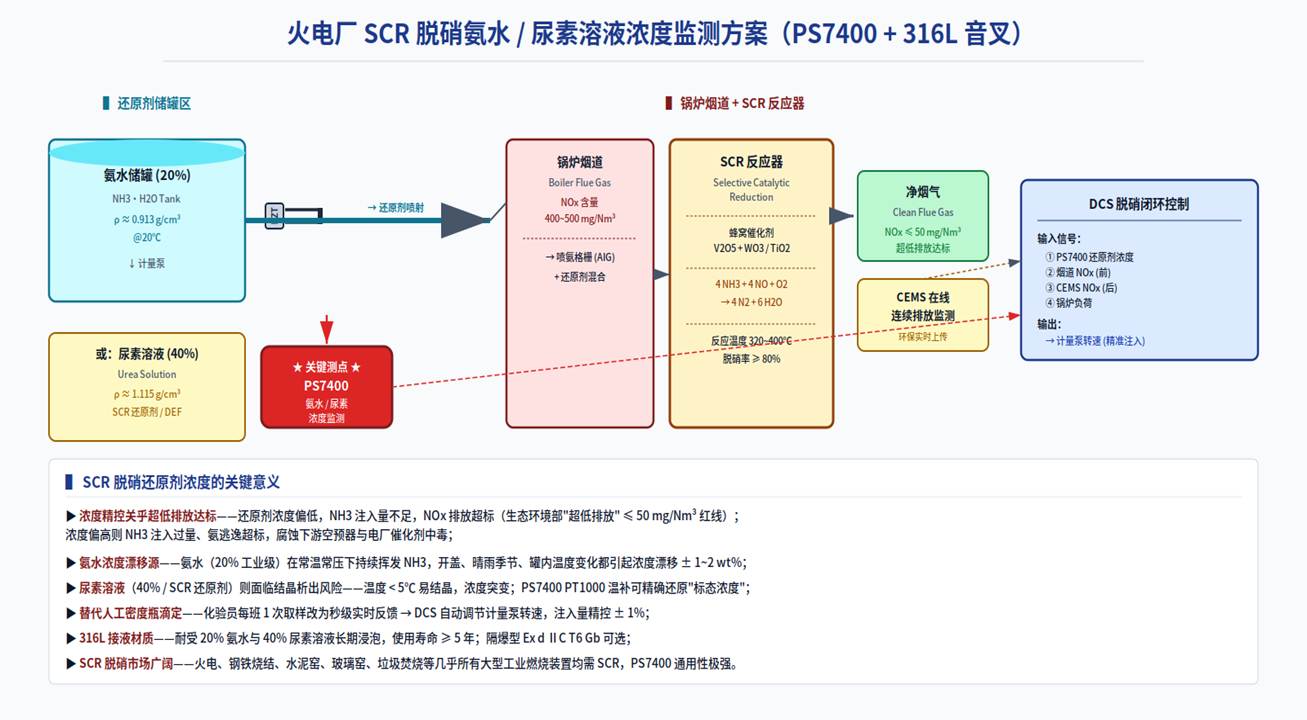
Figure 1: SCR Denitrification Ammonia/Urea Solution Concentration Monitoring Scheme at a Thermal Power Plant
The Core Technical Value of the PS7400 in Thermal Power/SCR Flue‑Gas Desulfurization Reductant Systems ▶ The PS7400 achieves an accuracy of ±0.001 g/cm³—corresponding to an ammonia water/urea solution concentration accuracy better than ±0.1 wt%, far exceeding the ±0.5% of manual density bottles; ▶ 316L wetted‑part material—withstanding long‑term immersion in 20% ammonia water and 40% urea solution (both are marked with a ☆ recommendation in the material compatibility table), with a service life of ≥ 5 years; ▶ PT1000 automatic temperature compensation—eliminating density drift caused by diurnal temperature variations in ammonia tanks and seasonal climate changes, delivering the true “standard‑state concentration”; ▶ Low‑temperature warning for urea solution—when a sudden concentration change occurs and the temperature drops below 5°C, the DCS can initiate auxiliary heating and insulation to prevent crystallization and blockage of the metering pump; ▶ Ex d ⅡC T6 Gb explosion‑proof version available—meeting the ammonia atmosphere requirements of mildly explosive areas; ▶ 4–20 mA + HART + RS485—standard communication interfaces for seamless integration with the power plant’s DCS and SIS safety interlock systems. |
4. Customer Value
Comparison Dimensions | Original Manual Sampling Scheme | PS7400 Online Solution |
Response time | Once per shift (8 hours) | second-level continuous |
Concentration Drift Identification | Post-event correction | Real-time tracking |
NOx Emissions Meet Standards | Red-line fluctuation risk | Stable compliance ≤ 50 mg/Nm³ |
Ammonia Slip Control | Estimate based on experience | DCS closed-loop precision control |
Reducing agent consumption | Baseline (excess margin) | Precise on demand · ↓ 5–10% |
Catalyst Life | Poisoning risk | Precise Injection · Longer Lifespan↑ |
In an SCR retrofit project at a domestic 2×660 MW ultra‑supercritical coal‑fired power plant, two PS7400 units were deployed on the outlet pipelines of the ammonia storage tank and the standby urea tank. After six months of operation, NOx emissions stabilized within the range of 30–45 mg/Nm³ (consistently compliant), down from the previous fluctuating band of 35–58 mg/Nm³ (with occasional exceedances). Ammonia slip decreased from 4–7 ppm to below 2–3 ppm, and annual reductant consumption fell by approximately 8%, translating into roughly RMB 2 million in savings. This solution has since been extended to denitrification applications in steel sintering, SNCR in cement kilns, and flue‑gas treatment in waste incinerators, among other niche scenarios.
Conclusion
Based on the PS7 series’ diverse density/concentration measurement principles—acoustic impedance (PS7000), sound velocity (PS7020), spectroscopy (PS7100), and tuning fork (PS7400)—Xi’an Pisonics (PISONICS) has developed a comprehensive portfolio of industrial process measurement instruments, covering everything from solid–liquid two‑phase slurries to clean, homogeneous liquids, from single‑component to multi‑component systems, and ranging from cost‑effective to high‑precision models. Among these, the PS7400 tuning fork density meter—grounded in the mature physical principles of piezoelectric excitation and resonant frequency detection, benchmarked against international mainstream brands such as Emerson Micro Motion FDM and E+H Liquiphant—is an economical, plug‑and‑play, maintenance‑free choice for density/concentration measurement in clean to mildly contaminated liquids.
Tailored to the specific process characteristics of the thermal power/SCR denitrification reductant sector, the PS7400 online tuning fork density/concentration meter offers full‑scale selection and customization across dimensions including wetted materials (316L, Hastelloy, titanium, zirconium, PTFE), surface finishes (standard polishing, electrolytic polishing, PTFE coating), process connections (flanges, clamps, threaded fittings), mounting accessories (F0–F6), explosion‑proof ratings, and communication protocols (4–20 mA, HART, RS485). For in‑depth discussions on your project’s specific operating conditions or to obtain a tailored selection proposal, please feel free to contact the technical engineering team at Xi’an Pisonics at any time.