I. Process Background
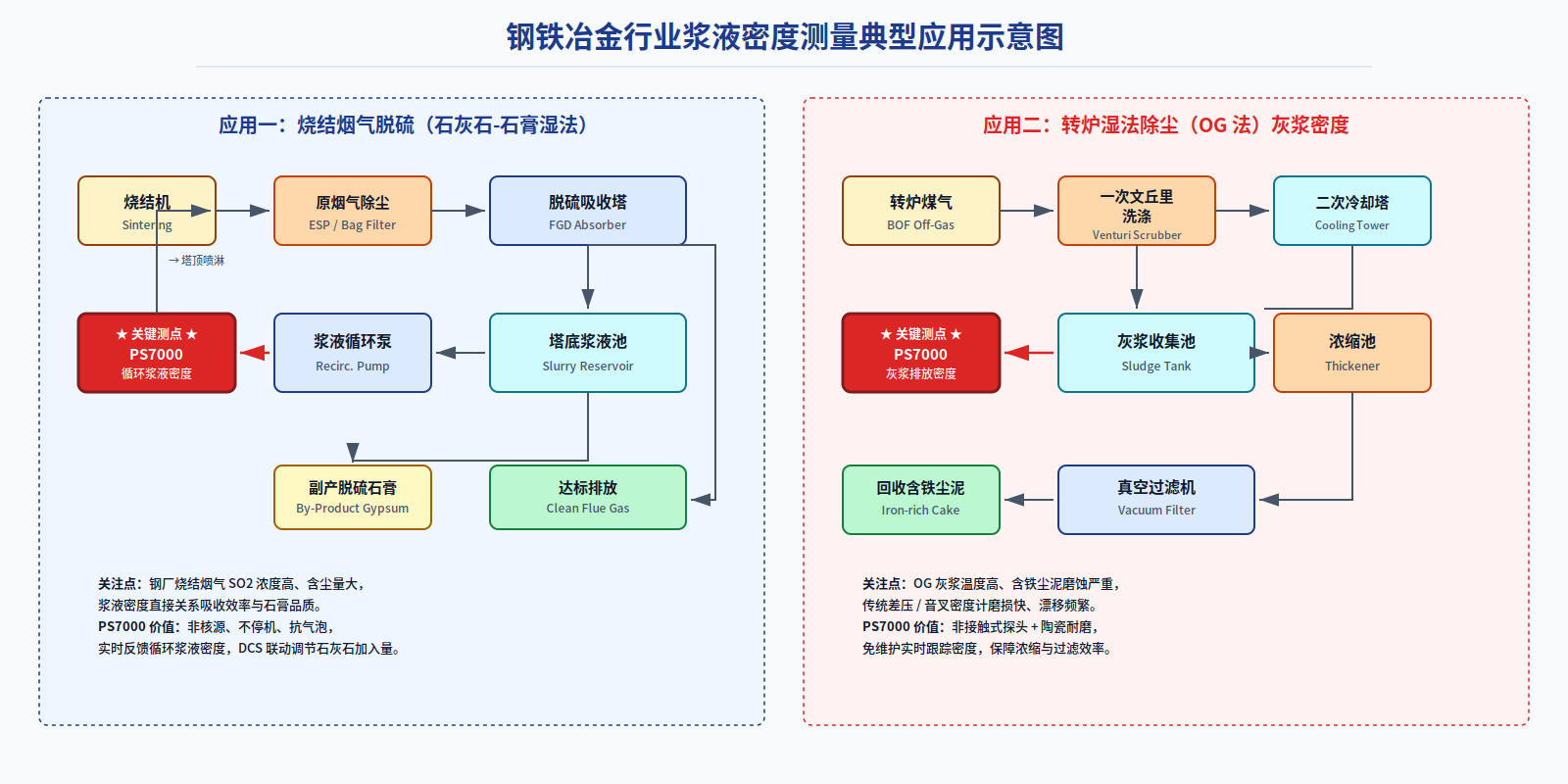
The iron and steel industry is a key focus area for atmospheric pollution control. Wet‑phase slurry processing in this sector is primarily concentrated in two major scenarios: first, flue‑gas desulfurization (FGD) in the sintering process—typically employing limestone‑gypsum wet or semi‑dry technologies, which operate on principles similar to those in power plant FGD but under far more demanding conditions: high dust loads, elevated SO2 concentrations, and severe temperature fluctuations; second, wet dust removal from BOF gas, predominantly using the OG method. In this process, Venturi scrubbing and secondary cooling towers capture iron‑bearing dust and sludge, which are collected in a slurry pond. After thickening and filtration, the recovered iron‑containing material is returned to the sinter feed. In both units, slurry density is a critical process‑control parameter: in the desulfurization tower, it determines desulfurization efficiency and the quality of the by‑product gypsum; in the OG system, it governs the effectiveness of thickening and filtration, as well as the iron recovery rate.
Compared with power plants, the unique operating conditions in steelworks include: slurries often contain substantial amounts of iron‑bearing dust and sludge (with iron content exceeding 50%), resulting in extreme abrasiveness; in the OG process, slurry temperatures remain persistently high, between 80 and 90°C; moreover, the site experiences heavy dust, intense vibration, and complex electromagnetic interference. These factors, acting in concert, pose severe challenges to the reliability of conventional density‑measurement solutions.
II. Pain Points of Traditional Density‑Measurement Approaches
• Sintering FGD tower circulating slurry: Conventional differential‑pressure concentration meters suffer frequent diaphragm clogging and drift due to dust entrained in the flue gas and vigorous oxidizing bubbles within the tower, necessitating multiple shutdowns for maintenance each month;
• OG slurry: The abrasive nature of iron‑bearing dust and sludge is several times that of gypsum slurry; standard differential‑pressure, tuning‑fork, and rotary‑type density meters typically last less than six months, with wear leading to perforation and even leakage incidents;
• The combined conditions of high temperature (80–90°C) and strong acidity (pH 2–3) place extremely stringent demands on the instrument’s thermal and chemical resistance;
• As many steel groups have adopted “nuclear reduction” strategies, gamma‑ray density meters are being decommissioned en masse, creating a need for non‑radioactive alternatives.
III. PS7000 Solution
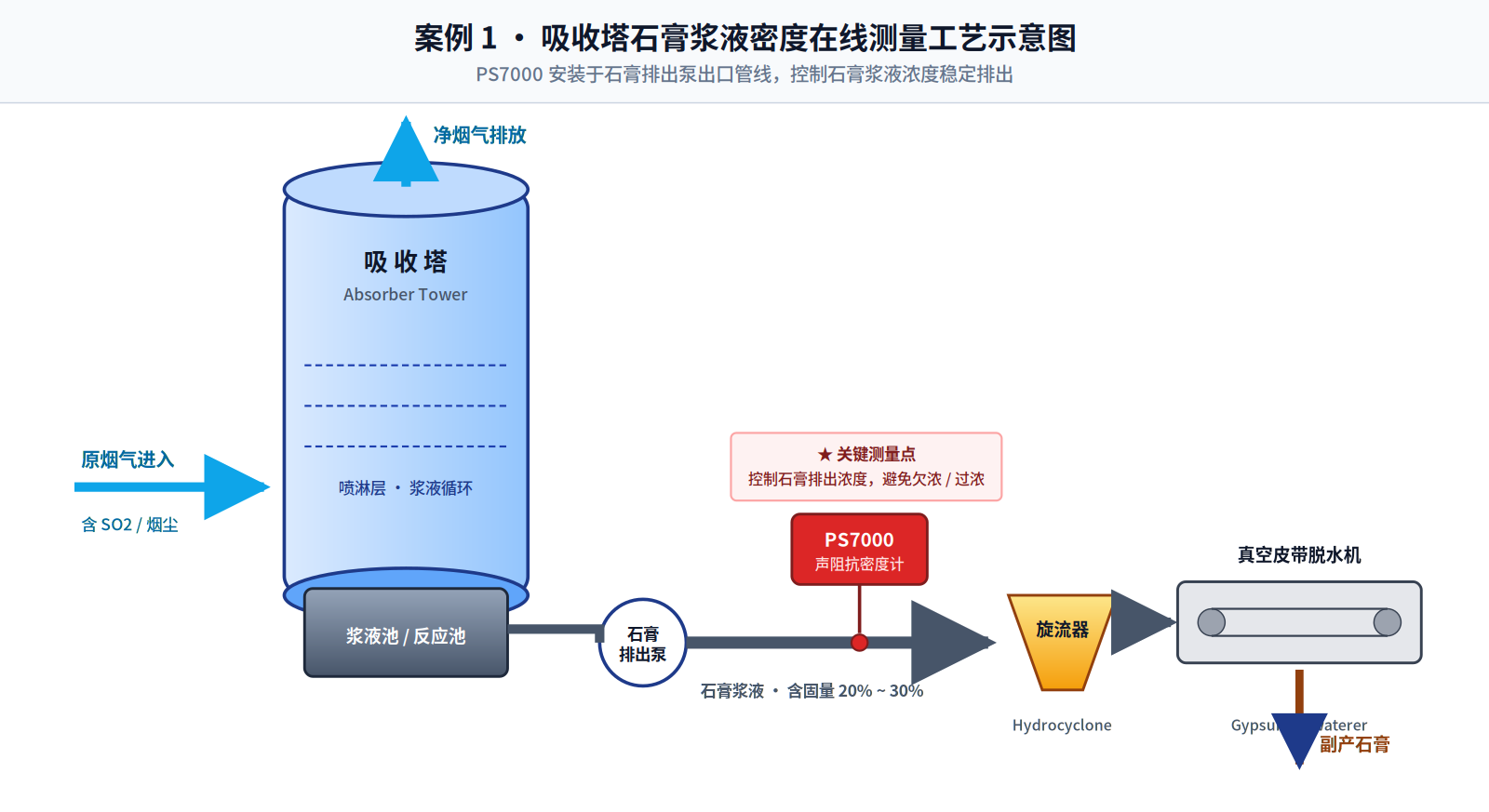
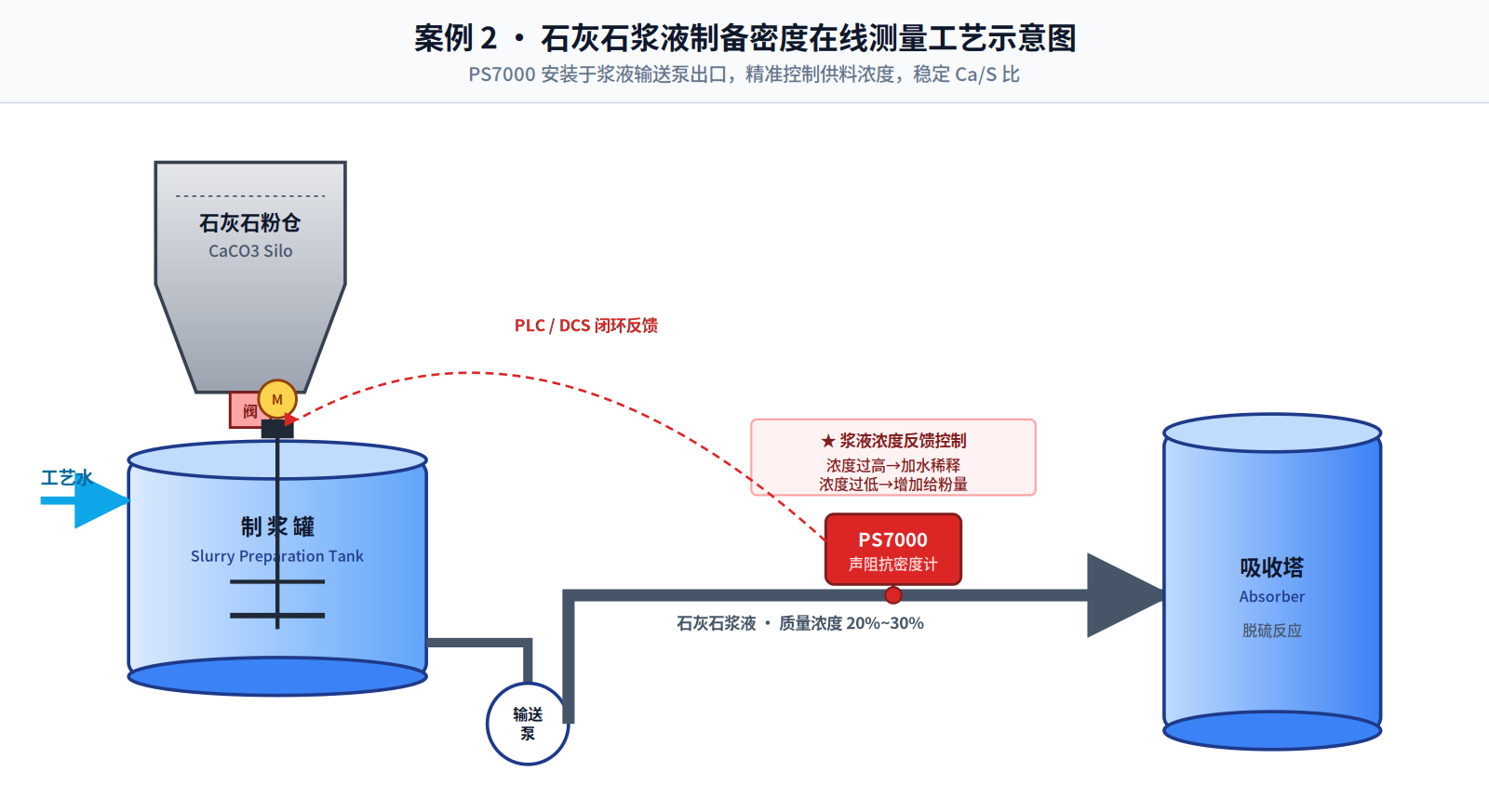
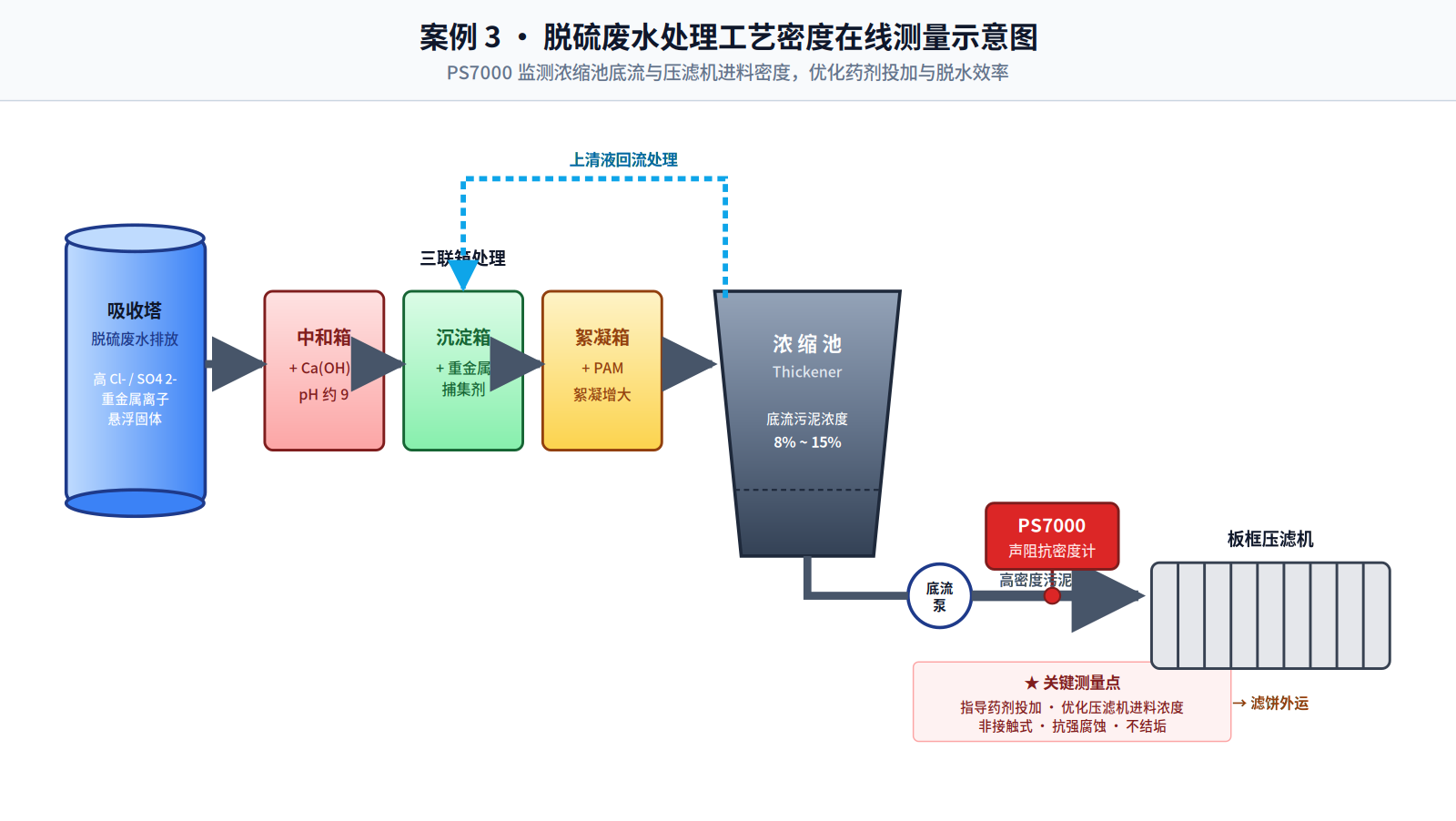
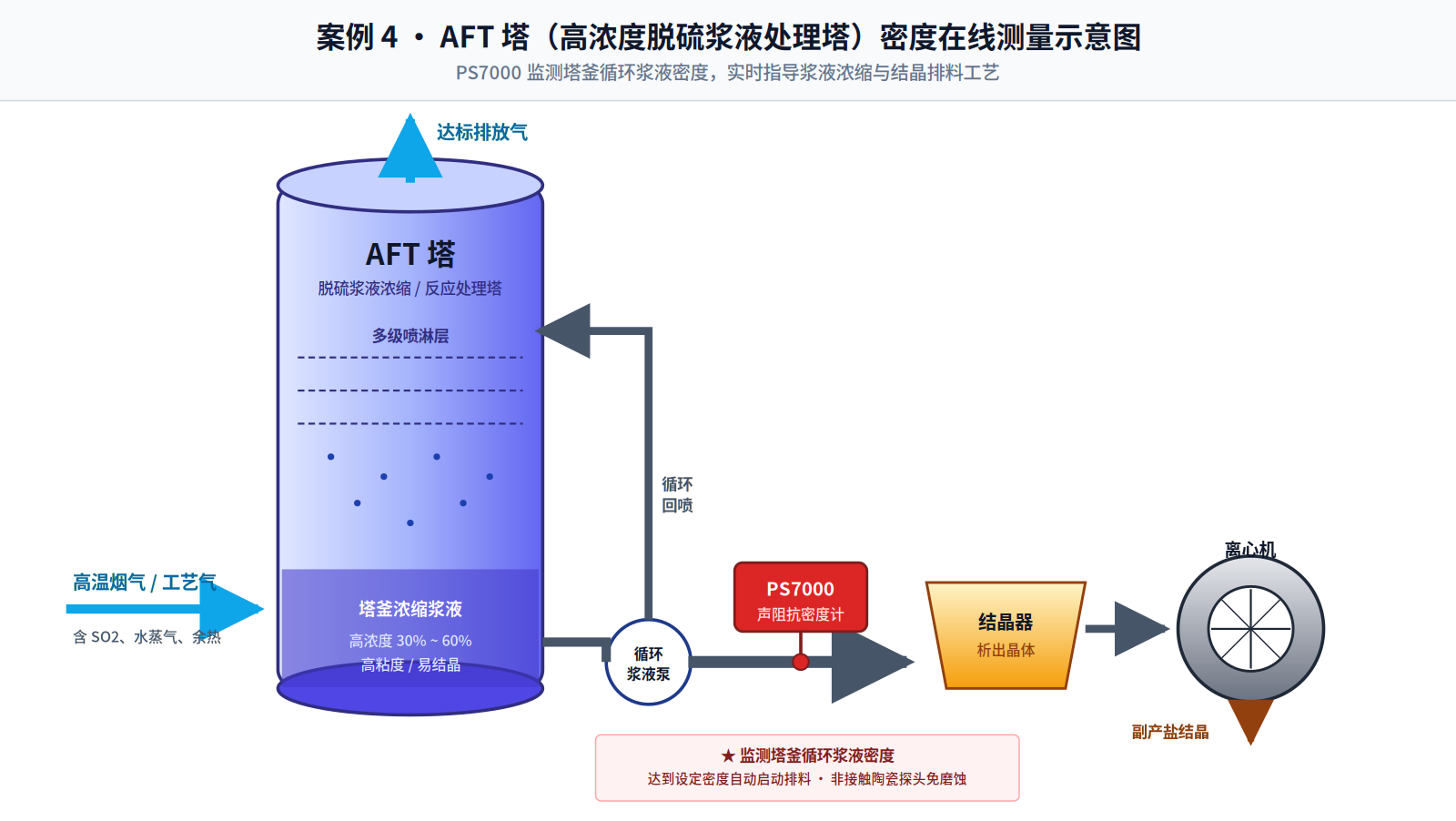
The PS7000 achieves comprehensive coverage across all operating conditions in the steel industry by deploying units in two typical process sections: in the sintering FGD section, it is directly installed via a flange on the main discharge line of the slurry circulation pump; in the BOF dust‑removal OG section, it is similarly mounted via a flange on either the slurry pond discharge line or the thickener feed line. The instrument comes standard with a 316L housing and a ceramic probe (the OG section can be upgraded to 2205 duplex stainless steel), offering high temperature resistance (up to 150°C), excellent abrasion and corrosion resistance, and fully non‑contact measurement.
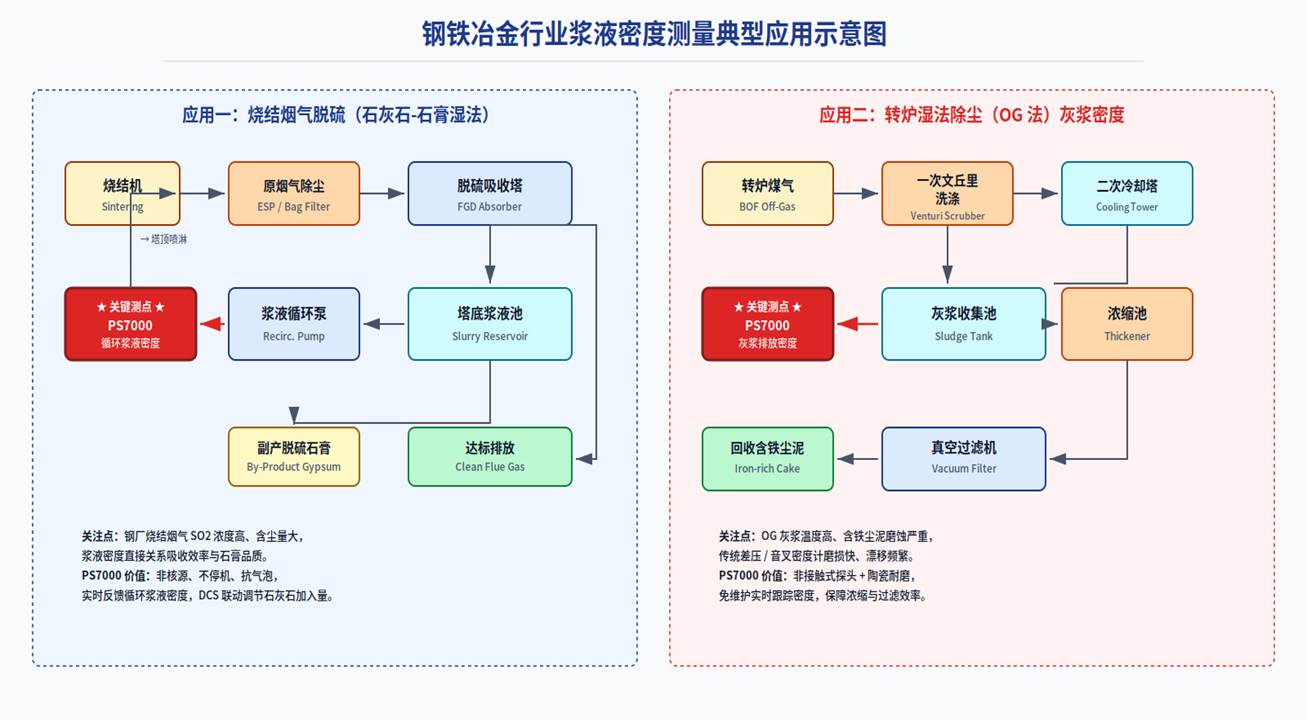
Figure 3: Schematic diagrams of two typical applications for slurry density measurement in the iron and steel metallurgical industry
Core Value of the PS7000 in the Iron and Steel Metallurgy Industry ▸ Completely eliminates the need for nuclear-source management—aligning with steel groups’ “nuclear reduction” and carbon‑peak strategies; ▸ The ceramic wear‑resistant probe withstands the severe abrasion caused by iron‑containing dust and sludge in OG systems, extending the instrument’s service life from < 6 months to ≥ 5 years; ▸ The Chirp algorithm is immune to the strong oxidizing bubbles inside sintering flue-gas desulfurization towers, delivering stable outputs that support closed‑loop control of the desulfurization process; ▸ An ExdⅡCT6Gb explosion‑proof rating is available, meeting the explosion‑proof requirements of gas areas and dust‑laden workshops; ▸ Dual 4–20 mA outputs + MODBUS‑RTU + an optional 4G module facilitate group‑level data uploading to the cloud and centralized monitoring. |
IV. Customer Value
Comparison Dimensions | Original Conventional Solution | PS7000 Solution |
Safety and Compliance | Dual pressure of radiation / explosion protection | Non-nuclear source · Standard configuration / Explosion-proof optional |
Instrument service life (OG slurry) | < 6 months of wear and perforation | ≥ 5 years of maintenance-free operation with ceramic technology |
Flue-gas Desulfurization Tower Data Stability | Drift caused by dust/bubbles | Anti-interference · Stable Data |
Frequency of Flue-Gas Desulfurization Tower Operation and Maintenance | Monthly shutdown maintenance 1–2 times | Essentially maintenance-free · Significant cost reduction |
Iron recovery rate | Density distortion → Concentration out of control | Accurate density measurement → Maximizing iron recovery |
The PS7000 has been deployed in the sintering FGD and BOF dust‑removal OG units of several large and medium‑sized steel groups nationwide. Feedback from one coastal steel plant, where the meter was installed on the BOF OG slurry discharge line, indicates that the previous differential‑pressure concentration meter averaged only four months before failing due to wear‑induced perforation. After switching to the PS7000, the unit has operated for 18 months without a single failure, reducing annual maintenance costs by over 80%. Slurry thickening performance has improved markedly, and daily recovery of iron‑bearing dust and sludge has increased by approximately 8%.