I. Process Background
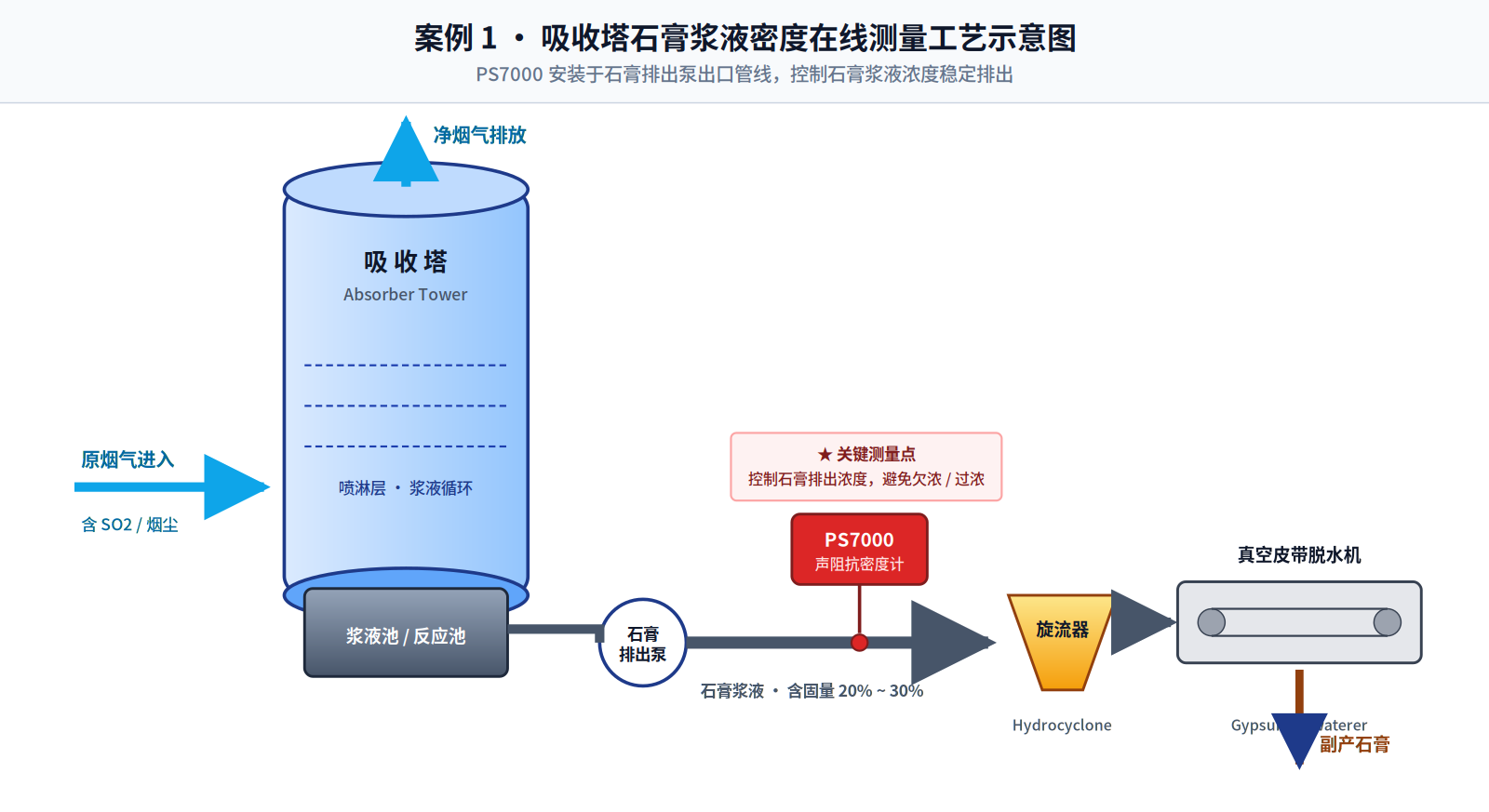
Wet flue-gas desulfurization (WFGD) is currently the most prevalent desulfurization technology in thermal power plants. Raw flue gas enters the absorption tower from the bottom and comes into countercurrent contact with limestone slurry sprayed downward from the top. Sulfur dioxide (SO2) is absorbed by the calcium carbonate (CaCO3) in the slurry and, in the slurry pool at the tower’s base, undergoes forced oxidation to form gypsum (CaSO4·2H2O). When the solid content of gypsum in the slurry pool reaches the process-set value—typically 20%–30%—the gypsum discharge pump is activated to convey the gypsum slurry to hydrocyclones and vacuum belt dewatering units, where the by-product gypsum is separated.
In this process, real-time monitoring of the slurry density in the gypsum discharge line is a critical step for balancing the slurry concentration within the tower, ensuring the quality of the by-product gypsum (moisture content and purity), and preventing equipment overload. If the density measurement becomes inaccurate, the consequences can range from poor gypsum dewatering and excessive moisture to cascading failures such as hydrocyclone blockage and belt misalignment.
II. Pain Points of Traditional Density Measurement Solutions
• Gamma-ray concentration meter: While its measurement accuracy meets the requirements, it is a radiation-based instrument that necessitates obtaining a Radiation Safety License from the ecological environment authorities, along with costly annual inspections, radiation worker training, and source decommissioning. To simplify management, power plants increasingly seek to phase out such devices.
• Tuning fork concentration meter: Due to the frequent presence of numerous fine bubbles in the slurry at the absorption tower outlet—generated by the agitation of oxidation air—the tuning fork’s vibration frequency is severely disturbed by these bubbles, causing erratic and unstable measurements that hinder reliable control.
• Differential pressure density meter: The flanged diaphragm is in direct contact with highly oxidizing slurry; over time, its surface tends to scale, corrode, and wear, leading to significant zero-point drift. Moreover, bubble accumulation on the upstream side of the diaphragm can introduce measurement bias.
III. PS7000 Solution
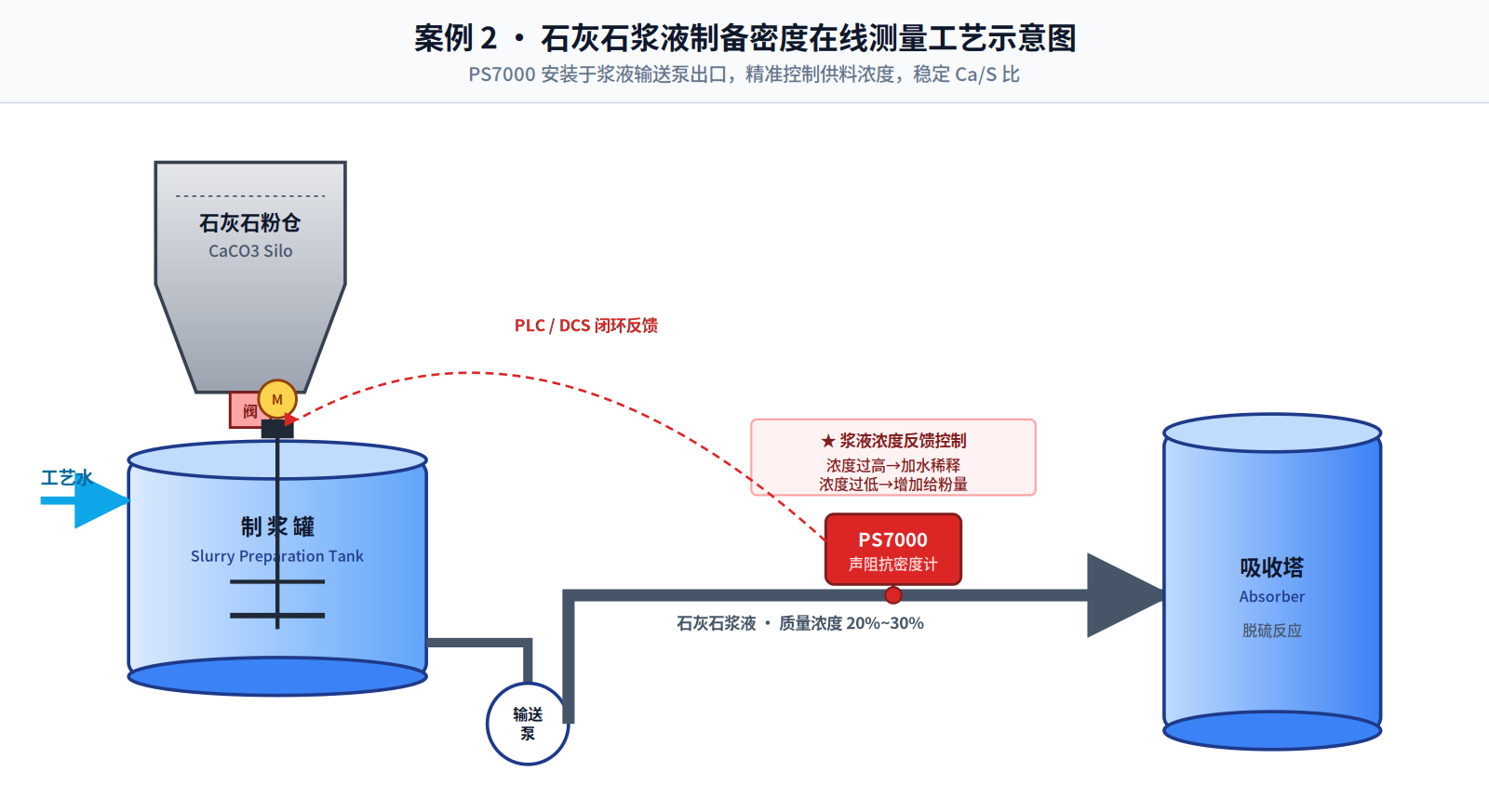
The PS7000 features a straight‑through flange installation, positioned on the main discharge line downstream of the gypsum discharge pump. It emits linear frequency‑modulated ultrasonic waves from the outer surface of the pipe segment and, by analyzing the acoustic impedance characteristics of the returning echoes, accurately reconstructs the slurry’s true density in real time. Its measurement principle endows it with the following inherent advantages:
Figure 1 Schematic of the online density measurement setup for gypsum slurry in the absorption tower
Key Technical Advantages of the PS7000 in This Operating Condition ▸ The linear frequency-modulated (Chirp) algorithm enables wideband analysis, allowing it to “penetrate” the persistent bubble layer in the slurry and ensuring a stable, reliable echo signal; ▸ Non-contact probe—ultrasonic waves “look inside” from the outer side of the pipe wall, offering zero wear and zero fouling, with a service life of ≥ 5 years; ▸ Pipeline flange‑direct‑insertion design allows reuse of the original differential pressure meter’s mounting location, requiring only 5D+2D straight‑run pipe sections and minimizing retrofit effort; ▸ Non‑nuclear‑source, zero radiation—completely eliminating the need for a radiation safety license and annual inspections, ensuring environmental compliance with greater peace of mind; ▸ Dual 4–20 mA outputs plus MODBUS‑RTU, enabling second‑level integration with existing DCS systems. |
IV. Customer Value
Comparison Dimensions | Mass flow meter/differential pressure solution | PS7000 Solution |
Operational Safety | Radiation source control faces significant pressure | Intrinsically safe · Radiation-free |
Data Stability | Drift caused by bubbles / scaling | Chirp algorithm for interference suppression · Data stability |
Maintenance workload | Frequent diaphragm cleaning / calibration | Essentially maintenance-free · ≥ 5-year service life |
Renovation Costs | Requires a license and special-purpose investment | Direct reuse of existing flanges · Fast commissioning |
By-product gypsum quality | Large fluctuations and unstable water content | Stable effluent concentration · Enhanced quality |
In a practical application at a thermal power plant in Inner Mongolia, the previously installed differential pressure density meter suffered from severe foaming in the upstream pipeline and sensor fouling, resulting in large measurement deviations. As a consequence, the unit repeatedly faced customer complaints due to fluctuations in gypsum quality. After replacing it with the PS7000, both the foaming and fouling issues were completely resolved. The instrument requires virtually no maintenance, delivers stable accuracy, and fully satisfies the customer’s operational needs, having been in reliable service for several years.