I. Process Background
China’s Qaidam Basin in Qinghai, Lop Nur in Xinjiang, and numerous other salt-lake regions have given rise to world-class salt‑lake chemical industries producing potash fertilizers, lithium salts, boric acid, magnesium salts, and more. In a typical potash‑fertilizer process, brine from the salt lake serves as the feedstock. After pretreatment for impurity removal via sedimentation, multi‑effect evaporation and crystallization, hydrocyclone thickening, centrifugal separation, and drying and packaging, the final product is KCl. The slurry density at three key stages is critical to both plant economics and product quality:
• Brine‑feed concentration: The composition of the raw brine (KCl, NaCl, MgCl2, Cl–) fluctuates dramatically with climate and season; deviations of the feed concentration from the design value can severely degrade evaporation energy consumption and multi‑effect efficiency.
• Density of the discharge from the evaporation‑crystallization vessel (a solid–liquid two‑phase flow—saturated mother liquor + KCl crystals): This is the key parameter for assessing crystallization completion, timing discharges, and preventing scaling within the equipment.
• Feed density to the centrifuge: This directly determines the centrifuge’s separation efficiency, the recovery rate of the mother liquor, and the moisture content of the product.
II. Pain Points of Traditional Density‑Measurement Solutions
• The highly chlorinated, corrosive environment of salt‑lake brines (with Cl– concentrations exceeding 200,000 mg/L—5 to 10 times that of seawater): Standard 304/316 stainless‑steel instruments have a service life of less than one year, with frequent diaphragm perforations.
• Saturated crystallization solutions contain abundant crystal seeds, bubbles, and flash steam—typical multiphase, gas‑containing, solids‑laden complex flows—leading to significant measurement errors with differential‑pressure and tuning‑fork instruments.
• In solid–liquid two‑phase flows, the solids content varies dynamically as crystals grow and detach; conventional instruments cannot stably report the total solids‑containing density.
• Although gamma‑ray density meters can withstand corrosion, many salt‑lake plants are located in remote plateau areas, making radiation source regulation and decommissioning disposal extremely challenging.
III. PS7000 Solution
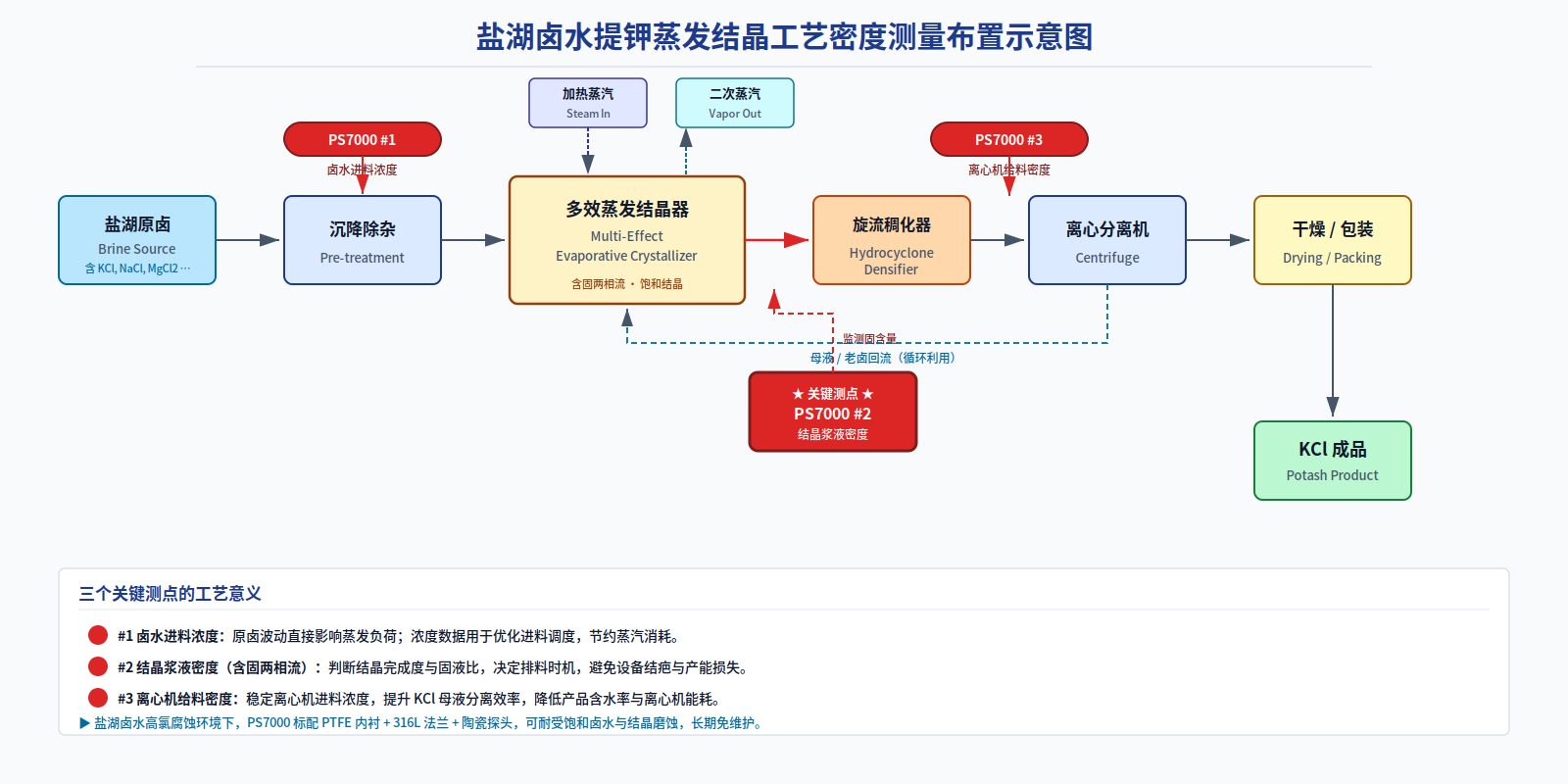
To address salt‑lake operating conditions, the PS7000 is offered in a standard configuration featuring all‑PTFE lining, 316L flanges, and a ceramic probe, enabling non‑contact measurement across the entire process. It is deployed at three critical points: the raw‑brine feed line (monitoring feed concentration), the crystallizer discharge line (monitoring the density of the solid–liquid two‑phase flow), and the centrifuge feed line (monitoring feed density). The Chirp acoustic‑impedance algorithm is insensitive to bubbles, crystals, and flash steam, ensuring stable reporting of the total density of the solid–liquid two‑phase flow even under saturated crystallization conditions.

Figure 4: Schematic layout of density measurement in the potash‑extraction evaporation‑crystallization process at a salt lake
Core Value of the PS7000 in the Chemical and Potash Fertilizer Industries ▸ PTFE full lining combined with a ceramic probe ensures resistance to the highly corrosive saturated brine containing high levels of chloride, with a service life of ≥ 5 years (field measurements from a certain salt-lake project show no visible corrosion on the probe after 4 years of operation); ▸ The Chirp acoustic impedance method directly measures the composite parameter “density × sound velocity,” offering immunity to multiphase flow conditions such as gas entrainment, crystal presence, and flash evaporation; ▸ Non-nuclear—completely eliminating the regulatory burden associated with radiation sources at remote salt-lake facilities; ▸ Requires only straight-run pipe lengths of 5D upstream and 2D downstream, making it well suited to the compact process layouts commonly found in salt-lake installations; ▸ Optional 4G module enables remote cloud connectivity, particularly ideal for unmanned evaporation fields at salt lakes. |
IV. Customer Value
Comparison Dimensions | Original Conventional Solution | PS7000 Solution |
Corrosion-resistant lifespan | 316L diaphragm < 1 year of perforation | PTFE lining ≥ 5 years |
Two-phase flow measurement accuracy | Bubbles/crystals cause severe interference | The acoustic impedance algorithm accurately reconstructs |
Radiation Safety | Regulatory challenges in remote areas | Passive · Unregulated |
Steam Consumption | Feed concentrationout-of-control is too high | Feed Precise Control · Steam Consumption Reduced by 3%–8% |
Product moisture content | The feed to the centrifuge fluctuates significantly | Feed stability · Moisture content compliance rate ↑ |
In a large potash‑fertilizer plant in Qinghai, the PS7000 replaced the original gamma‑ray density meter on the centrifuge feed line. After six months of operation, it was verified that its measurement stability surpassed that of the nuclear density meter; the fluctuation in centrifuge feed density narrowed from ±3% to ±0.5%, and thequalifying rate of KCl product moisture content increased from 92% to over 98%. Consequently, the original nuclear density meter was decommissioned across the main production unit.