With the rapid development of China’s economy, atmospheric pollution prevention has become a pressing issue. In China, emissions from coal-fired power plants account for about half of the nation’s total sulfur dioxide output. Since 2000, the state has implemented the “15th Five-Year Plan for Acid Rain and Sulfur Dioxide Pollution Control in the Two-Control Areas,” which aims to reduce overall sulfur dioxide emissions through a series of measures within the acid rain control zones and sulfur dioxide control zones (the Two-Control Areas). Coal-fired power generation makes up 75.6% of China’s electricity mix, with coal‑fired plants predominating. Annual consumption of thermal coal reaches 400 million tons, and coal accounts for 78% of primary energy use, making China one of the world’s largest coal‑producing and coal‑consuming nations. Given China’s resource endowment and economic foundation, the dominance of coal in primary energy consumption is unlikely to change over the next half century. However, the environmental pollution caused by SO2, NOx, and CO2 emissions from combustion has drawn widespread international attention, prompting the development of clean coal technologies centered on flue-gas desulfurization. Promoting desulfurization and other clean energy production technologies has thus become an indispensable path for the sustainable development of the energy sector and the broader economy.
At present, there are dozens of flue-gas desulfurization technologies. Based on whether water is added during the process and on the dry–wet nature of the desulfurization products, these technologies are classified into three major categories: wet, semi‑dry, and dry processes. The wet desulfurization technology is relatively mature, highly efficient, and easy to operate, consistently holding the dominant position among various desulfurization methods and accounting for more than 80% of the total installed capacity. The gypsum‑based wet desulfurization process is the most widely used worldwide; approximately 90% of flue‑gas desulfurization units in Japanese, German, and U.S. coal‑fired power plants employ this technique.
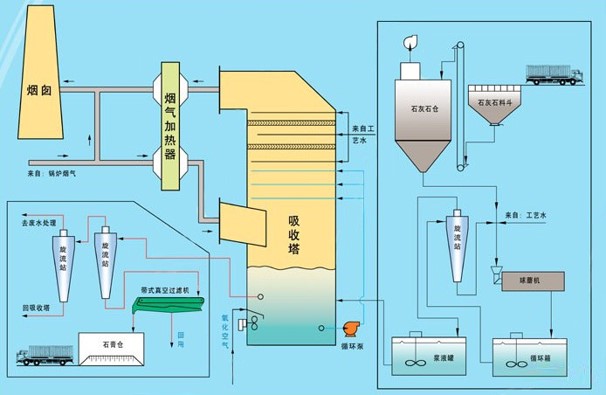
Limestone powder is mixed with water to form a slurry, which is pumped into the absorption tower and brought into thorough contact with the flue gas. The sulfur dioxide in the flue gas reacts with the calcium carbonate in the slurry and with oxygen blown in from the bottom of the tower, producing calcium sulfate. Once the calcium sulfate reaches a certain saturation level, it crystallizes into dihydrate gypsum. The gypsum slurry discharged from the absorption tower is concentrated and dewatered to reduce its moisture content to below 10%, then conveyed to a gypsum storage yard for stockpiling. The desulfurized flue gas passes through a demister to remove mist droplets, is heated by a heat exchanger, and is finally released into the atmosphere via the chimney. Because the absorbent slurry in the tower is continuously recirculated by pumps, the utilization rate of the absorbent is high, the calcium-to‑sulfur ratio is low, and the desulfurization efficiency can exceed 95%.
Crushed and finely ground limestone is mixed with water to create an absorbent slurry, which serves as the desulfurizing agent. After entering the absorption tower, the slurry comes into contact with the flue gas, and the sulfur dioxide in the flue gas reacts chemically with the calcium carbonate in the slurry and with the introduced oxidizing air, ultimately forming gypsum.
Process Control
As the flue gas reacts with the desulfurizing agent, the density of the slurry in the absorption tower steadily increases. When the slurry density exceeds 1,140 kg/m³, the concentration of CaSO4·2H2O in the mixed slurry approaches saturation. Since CaSO4·2H2O has an inhibitory effect on SO2 absorption, the desulfurization rate begins to decline. Moreover, excessively high slurry density accelerates equipment wear and raises system energy consumption.
As slurry density rises, so does system energy consumption. Conversely, when the slurry density falls below 1,080 kg/m³, it indicates that the CaSO4·2H2O content is low while the relative proportion of Ca(OH)₂ is elevated. If such a slurry is discharged from the absorption tower, the resulting gypsum will have a higher Ca(OH)₂ content and lower quality.
The slurry density is controlled as follows: when the absorption tower slurry reaches 1,140 kg/m³, the gypsum discharge pump automatically starts, initiating the dewatering process; when the slurry density drops below 1,080 kg/m³, the gypsum discharge pump stops.
Density meters, concentration meters, ultrasonic density meters, acoustic impedance density meters, acoustic attenuation density meters, sound velocity density meters, tuning fork density meters, Coriolis force density meters, optical concentration meters, differential pressure density meters, Na22 density/concentration meters, microwave density meters/moisture analyzers, electrical conductivity density meters, and external‑mount density meters—please contact Xi’an Pisonics Information Technology Co., Ltd. Our Chinese website is https://www.pisonics.cn; our English website is https://www.pisonics.com/.
Contact: Manager Cui; phone: +86 15902932017; email: info@pisonics.com.